Belt Conveyor Head Pulley for Mining & Aggregate Conveyor
If your belt conveyor head pulley fails on the line, you’re not just losing production—you’re gambling with belt damage, unscheduled downtime, and red-faced meetings with the plant manager. CEMA standards are the line in the sand for 2026 buyers. No shortcuts allowed.
Standards now decide who gets the contract and who gets shown the door. Certified processes mean better belt tracking, fewer belt failures, and fewer nasty surprises. Sleep better.
Why CEMA Compliance Is Crucial For Belt Conveyor Head Pulleys
In today’s mining and aggregate operations, every belt conveyor head pulley has to do more than just turn the belt. It has to stay aligned, provide consistent traction, and maintain structural integrity. From a simple head drive to a complex overland conveyor system, CEMA rules quietly keep things running smooth.
Ensuring Consistent Belt Tracking and Torque Transfer Under CEMA Standards
When a belt conveyor head pulley fails, it’s usually the shaft or bearing acting up. Under CEMA standards and a tight quality management system, control starts deep inside the pulley assembly.
Key focus areas:
- Performance stability under varying belt tension
- Long-term concentricity (≤0.5mm TIR) for consistent belt tracking
- Torque balance inside the head pulley
- Incoming inspection of shaft material (42CrMo4 forged steel) and bearing fits (h7/h6)
- Calibration of induction hardening (HRC 50-55) for bearing seats
- Dynamic balancing (G-16 minimum for belt speeds >3 m/s) on each pulley
For manufacturers like Haihui, internal manufacturing checks often run in layers:
Component Level
- Shaft straightness (≤0.2mm/m)
- Bearing fit verification
- Shell weld integrity (NDT inspection)
Assembly Level
- Concentricity verification
- Dynamic balancing
- Lagging adhesion testing
Finished Head Pulley Testing
- Belt tracking simulation
- Torque transfer verification
A well-built head pulley should feel boring—in a good way. Same belt path. Same torque transfer. Every time.
How CEMA Standards Elevate Shell Fabrication, Shaft Hardening, and Lagging Processes
A reliable head pulley isn’t luck. It’s process control backed by international standards.
Fabrication control:
- Shell rolling precision
- Full-penetration weld verification
- End plate fitment
Shaft management:
- Induction hardening consistency (HRC 50-55)
- Case depth verification (3-5mm)
- Straightness control
Lagging application:
- Vulcanized rubber bonding (≥12 N/mm peel strength)
- Groove pattern consistency
- Durometer control (60-75 Shore A)
Inside many fabrication shops, including Haihui, checks are layered:
Manufacturing Processes
- Shell welding integrity
- Seam inspection (NDT: ultrasonic or dye-penetrant)
- Shaft straightness verification
Surface Management
- Coating thickness monitoring (epoxy or polyurethane)
- Lagging adhesion testing
- Surface finish smoothness
Final Output
- Dynamic balancing verification
- Concentricity measurement
- Belt tracking simulation
A head pulley with clean fabrication and proper lagging builds trust fast. Maintenance crews notice.
Future-Proofing Compliance from CEMA B to CEMA E
Every head pulley depends on the right CEMA classification. Standards change. Tonnage increases. Compliance and safety regulations keep operations legal and safe.
Main CEMA classifications:
- CEMA B – Light duty, moderate tension
- CEMA C – Medium duty, standard quarry applications
- CEMA D – Heavy duty, high-tension mining
- CEMA E – Extreme duty, long overland conveyors
Control happens in layers:
Regulatory Monitoring
- Track global conveyor standards
- Update safety documentation
Testing Protocol
- Torque cycling
- Temperature stability
- Dynamic balancing
Industry Adaptation
- Shaft material upgrades
- Seal material improvements
A future-ready head pulley isn’t just fabricated and shipped. It’s tested against future trends in conveyor technology, ready for new tonnage requirements. That’s where Haihui positions its head pulley solutions—steady, compliant, and built to last in a changing market.

4 Benefits Of CEMA Compliance In Manufacturing
CEMA compliance is not just paperwork on a wall. In real fabrication shops producing belt conveyor head pulleys, it shapes how components are formed, tested, stored, and shipped. For brands like Haihui, it keeps quality steady and customers relaxed.
Benefit: Enhanced QC for Shell Fabrication and Shaft Hardening
In manufacturing processes for a head pulley, precision is everything. With CEMA compliance in place, enhanced QC strengthens monitoring across shell rolling and induction hardening.
Raw Material Control
- Steel plate thickness tolerance (S355)
- Shaft bar stock certification (42CrMo4)
- Incoming material traceability
Process Monitoring
- Shell rolling – concentricity sampling every 30 minutes
- Diameter tolerance ±0.5mm
- Induction hardening – hardness verification (HRC 50-55)
- Case depth verification (3-5mm)
Final Validation
- NDT weld inspection
- Dynamic balancing
- Concentricity check
For Haihui, tighter quality control means each head pulley tracks true and transfers torque reliably. No drama. Just consistent output.
Streamlined Logistics Support for Mining Operations
Efficient logistics keeps mining operations moving without chaos. In high-volume manufacturing operations, supply chain traceability is gold.
Supply chain efficiency under CEMA compliance includes:
- Barcode-based pallet tracking
- FIFO warehouse rotation
- Batch-coded shipping labels
Performance data from recent production runs:
| Metric | Before CEMA | After CEMA | Improvement |
|---|---|---|---|
| On-time Delivery Rate (%) | 88 | 97 | +9% |
| Inventory Accuracy (%) | 85 | 96 | +11% |
| Order Trace Time (hours) | 8.2 | 2.1 | -74% |
| Field Failure Claims (per 100 pulleys) | 4.5 | 1.2 | -73% |
For head pulley lines and mining conveyors, smoother flow means fewer delays. Haihui applies this discipline so every head pulley shipment lands on time, plain and simple.
Tooling Excellence in Shell Rolling and Shaft Machining
A head pulley is only as good as its fabrication. Tooling excellence drives consistency in shell rolling and shaft machining.
Under CEMA compliance:
- Shell rolling parameters are documented and version-controlled.
- Shaft machining tolerances are locked and verified.
- Preventive maintenance runs on fixed cycles.
Key control layers:
Tooling Development
- CAD verification
- Flow analysis
- Trial sampling
Production Stability
- Cavity balance checks
- Cycle time monitoring
- Scrap rate tracking
This protects fabrication quality, ensures clean fitment on every head pulley, and keeps downtime low. Haihui keeps tooling sharp and data tighter.
Robust Quality Control Across Shell, Shaft, and Lagging Production
Small defects cause big failures. Robust quality control across shell production, shaft production, and lagging application closes that risk.
Control structure:
Incoming Material
- Steel plate grade verification (S355)
- Shaft bar stock certification (42CrMo4)
- Lagging compound specification
In-Process Inspection
- Shell weld NDT (100%)
- Shaft hardness testing (HRC 50-55)
- Lagging peel strength verification (≥12 N/mm)
Final Assembly Match Test
- Concentricity check (≤0.5mm TIR)
- Dynamic balancing (G-16)
- 24-hour load simulation
In real life, this means fewer failures and tighter belt tracking. For every head pulley leaving Haihui, quality assurance isn’t talk. It’s built into the process.

Large-Scale Orders: Head Pulley QC Essentials
Large-volume production of a head pulley is not just about speed; it’s about control at every checkpoint. From raw steel plate to finished head pulleys ready for shipment, quality gates keep each pulley safe, aligned, and ready for real-world pressure.
Incoming Inspection of Steel Plate, Shaft Bar Stock, and Lagging Materials
For every head pulley, strict incoming inspection starts with verifying material specifications against approved drawings.
Raw material control
- Steel plate (S355) – thickness tolerance check (±0.2mm typical)
- Surface scan for scratches, pits, or mill scale
- Shaft bar stock (42CrMo4) – hardness verification
- Chemical composition review
Documentation review
- Supplier mill certificates matched to material quality standards
- Batch coding for full traceability of raw materials
Physical sampling
- Random cut samples for hardness testing
- Corrosion resistance salt spray screening
This keeps every head pulley shell stable before fabrication, so the final pulley won’t fail under tension.
Hardness and Torque Rating Validation for Head Pulleys
Each head pulley must pass strict hardness and torque validation checks during fabrication.
Shaft verification
- Shaft batch testing
- Hardness at bearing seats (HRC 50-55)
- Case depth verification (3-5mm)
Torque validation
- Sample pulleys from different fabrication batches
- Monitor torque transfer at 20°C and 50°C
Structural confirmation
- Dynamic balancing measurement
- Concentricity comparison to design value
For high-volume orders, Haihui applies dual-stage validation. The head pulley is fabricated, balanced, then re-tested after thermal cycling. If readings drift, the batch pauses. Simple rule: no reliable torque transfer, no shipment.
NDT Inspection and Dynamic Balancing
NDT inspection protects both equipment and conveyor belt. A single failed weld can cause catastrophic failure.
Component-level inspection
- Shell weld NDT (ultrasonic)
- Shaft hardness verification
- Concentricity measurement
Assembly-level inspection
- Dynamic balancing (G-16)
- Face runout verification (≤0.5mm TIR)
- Final belt tracking simulation
- Random 24-hour load test
Haihui runs automated testing procedures across every head pulley line. The result? A head pulley that tracks true, holds torque, and performs like it should—no wobble, no surprise misalignment, just steady output from the first start to the millionth ton.
FAQs about Belt Conveyor Head Pulley
How does CEMA compliance improve head pulley fabrication quality?
Quality lives in the details of every shaft and every shell weld. Under CEMA compliance control:
- Material inspection – S355 steel plate and 42CrMo4 shaft bar stock are checked before fabrication begins.
- Process discipline – Shell rolling, welding, shaft hardening, and final assembly follow traceable records.
- Component testing – Shaft hardness (HRC 50-55) to prevent bearing seat wear. Shell weld NDT to prevent structural failure. Lagging bond (≥12 N/mm) to prevent belt slip.
- Torque verification – Each head pulley is tested against its designed torque rating.
The result is simple: fewer failures, steadier conveyor lines, calmer maintenance floors.
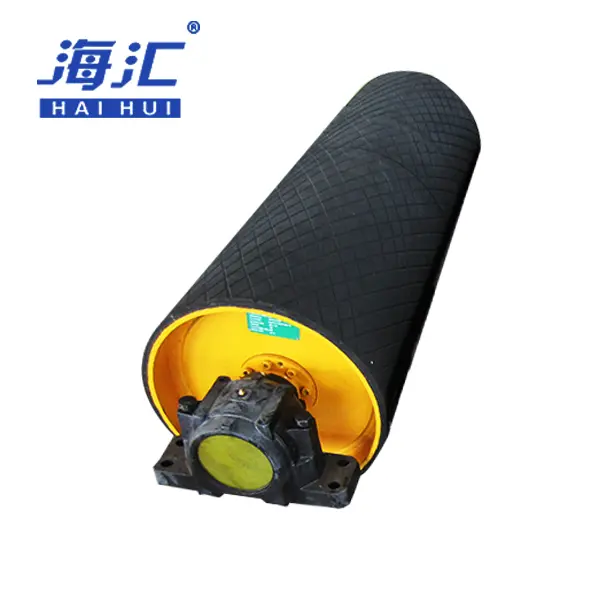
What materials and components are used in a belt conveyor head pulley?
A head pulley is a complete system working under belt tension.
Core structure includes:
- Shell – Fabricated S355 steel for strength; stainless steel for corrosion resistance
- Shaft – Forged 42CrMo4 with induction-hardened bearing seats (HRC 50-55)
- Lagging – Vulcanized rubber (60-75 Shore A) or ceramic for traction
- Bearings – C3 or C4 clearance, h7/h6 shaft fit
Material choice depends on – Belt tension, environmental conditions, and compatibility with conveyor type (mining, quarry, aggregate).
How is safety ensured for high-tension head pulleys?
Tension is invisible—but never ignored. Safety control typically follows a grouped sequence:
Design Stage
- Defined torque rating
- Verified shaft diameter and bearing selection
Production Stage
- Shell weld NDT inspection
- Shaft hardness verification
- Lagging bond trials under load
Batch Release
- Dynamic balancing validation
- Belt tracking simulation
For mining, aggregate, or cement applications, this discipline keeps risk low and confidence high.
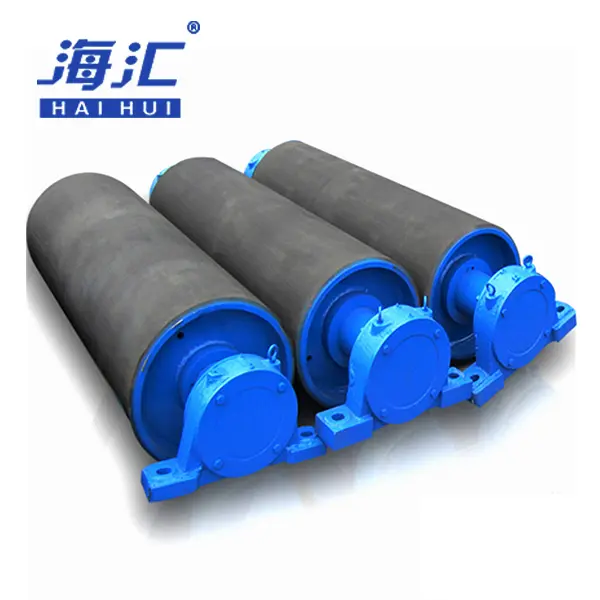
Can head pulleys be customized for mining or aggregate applications?
Yes—and customization often determines operational success.
| Custom Area | Options Available |
|---|---|
| Diameter & Face Width | 500mm to 2000mm diameters; custom face widths |
| Lagging Type | Rubber (60-75 Shore A), ceramic, herringbone, plain |
| Shaft Size | Custom diameters for specific torque requirements |
| Coating | Epoxy, polyurethane, stainless steel |
| Bearing Type | C3, C4, relubricatable or sealed |
With design assistance, prototyping, and custom fabrication, pulleys are tailored for mining, quarry, cement, or aggregate markets.
What supplier services support large OEM head pulley orders?
Large orders carry pressure beyond the shell walls. Strong suppliers support clients through:
- Tooling development for shell rolling and shaft machining
- Stable quality control across fabrication lines
- Coordinated fabrication with approved shaft hardening and lagging
- Logistics support with tracked shipments and warehouse planning
Behind every finished head pulley stands disciplined manufacturing—and a team that treats each batch as a promise kept.
References
- CEMA – Conveyor Equipment Manufacturers Association standards
- ISO 9001 Quality Management Systems – iso.org
- ANSI (American National Standards Institute) – ansi.org
- ASTM E18 – Rockwell hardness testing
- ASTM E709 – Magnetic particle inspection
- NDT Weld Inspection Standards – asnt.org
- MSHA – Mine Safety and Health Administration
- OSHA – Occupational Safety and Health Administration
- Haihui – Technical specifications for belt conveyor head pulleys