Rubber Coated Conveyor Idler Roller:How to Stop Corrosion
Rubber coated conveyor idler rollers used to be the quiet workhorses of belt support—simple, replaceable, easy to ignore. Not anymore. In 2026, new standards are shaking the industry, tightening rubber-to-steel bond requirements, tweaking coating thickness tolerances, and putting every adhesion layer under a microscope. If you‘re operating wet, corrosive, or high‑friction conveyors, this hits right where it hurts: belt tracking risks, coating delamination, and surprise idler change‑out costs that can eat into margins fast.
“2026 isn’t a coating‑softening update—it‘s structural,” said a Haihui senior engineer in a 2025 industry briefing. CEMA and DIN revisions are pushing higher bond strength thresholds and stricter rubber compound controls, and plants that drag their feet will feel it in seized idlers and stalled production.
Think of it like road salt regulations getting stricter overnight. Same conveyor, new rules. The operations that breeze through are the ones spec’ed for it.
5 Major 2026 Rubber Coated Idler Standards You Must Know
Tighter global standards in 2026 are reshaping how rubber coated conveyor idler rollers resist wear, protect belts, and pass inspection. From factory floor adhesion testing to field corrosion validation, every rubber‑faced idler now faces sharper scrutiny. If you produce or specify rubber coated idlers, this is the stuff you can‘t ignore.
CEMA Rubber-to-Steel Bond Strength Requirements
Under updated CEMA standards, rubber coated idler rollers must meet defined bond strength ratings based on application duty and environment.
Scope of control
- Belt speeds up to 4 m/s
- Idler diameters 89–159 mm
- Wet, dry, or chemical environments
Bond classification
1.1 Light duty: minimum peel 6 N/mm
1.2 Medium duty: minimum peel 8 N/mm
1.3 Heavy duty: minimum peel 10 N/mm
1.4 Extreme duty: minimum peel 12 N/mm
Material validation
2.1 Rubber durometer (Shore A) tolerance
2.2 Coating thickness uniformity (±0.5 mm)
2.3 Bond line integrity after thermal cycling
| Duty Class | Min Bond Peel (N/mm) | Min Rubber Thickness (mm) | Salt Spray Resistance (hrs) |
|---|---|---|---|
| Light | 6 | 4 | 96 |
| Medium | 8 | 6 | 240 |
| Heavy | 10 | 8 | 480 |
| Extreme | 12 | 10 | 720 |
These 2026 standards focus on idler survival during wet operations, chemical exposure, and temperature swings. Manufacturers of rubber coated idlers now run dual‑stage bond verification before shipment. At Haihui, adhesion data is logged per batch, keeping rubber coated idlers compliant and audit‑ready.
DIN 22107 Rubber Coating & Wear Resistance Requirements
For exports into European markets, DIN 22107 compliance tightens approval pathways for rubber compound formulation and abrasion resistance.
Manufacturing standards
- Vulcanized rubber coating route
- Mechanically bonded rubber sleeve route
Approval process
1.1 Rubber compound certification (batch traceability)
1.2 Abrasion loss testing (DIN 53516)
1.3 Periodic third‑party bond inspection
Idler integrity validation
2.1 Coating-to-steel bond continuity
2.2 Rubber durometer verification (±5 Shore A)
2.3 Compression set after 1,000 hours aging
European regulators have tightened documentation for rubber coated idlers and corrosion‑resistant rollers alike.
“Rubber‑faced idlers under DIN 22107 are seeing increased audit frequency and stricter bond traceability enforcement across member states in 2025–2026,” noted the German Conveyor Association in its 2025 compliance outlook.
For plants shipping rubber coated conveyor idler rollers into EU markets, paperwork gaps now cause shipment holds. Haihui aligns vulcanized coating production with updated manufacturing standards, helping idlers clear review without drama.
ASTM Coating Adhesion and Abrasion Testing Requirements
Revised ASTM requirements place sharp attention on coating adhesion and abrasion resistance for rubber coated idlers handling abrasive materials.
Test facility requirements
1.1 Peel strength test stand
2.2 Abrasion wheel apparatus (DIN 53516 / ASTM D5963)
1.3 Thermal cycling chamber (-20°C to +80°C)
Operational test controls
2.1 Sample conditioning at operating temperature
2.2 Cross‑hatch adhesion test for rubber-to-metal bond
2.3 Record volume loss after 1,000 abrasion cycles
Performance reporting interface
3.1 Abrasion resistance grade (mm³ loss)
3.2 Bond strength retention after aging
3.3 Coefficient of friction measurement
One under‑specified coating can cause belt slippage or idler seizure. Good adhesion testing keeps operations compliant and belts tracking true.
Corrosion Resistance and Salt Spray Standards
Rubber coating protects the steel tube, but cut edges and damage points remain vulnerable. Regulators now demand strict salt spray testing for the complete assembly.
Structural integrity checks
- Coated tube corrosion resistance (ASTM B117)
- Cut edge protection requirement
- Bearing housing seal effectiveness
Performance evaluation sequence
1.1 Prepare sample with intentional coating damage
1.2 Expose to 5% salt spray at 35°C
1.3 Inspect for rust creep at 96, 240, 480 hours
1.4 Rate corrosion protection level
Idler strength review
2.1 Compare against design specification (minimum 240 hrs)
2.2 Validate safety margin for wet or chemical environments
2.3 Archive digital corrosion test curve
For rubber coated idlers used in wet or coastal applications, extended salt spray testing is mandatory. Data proves that properly formulated rubber compounds protect steel even after coating damage.
Rubber Durometer and Compression Set Validation
Final approval of rubber coated idlers hinges on rubber hardness and compression set testing.
Failure pathways
1.1 Too soft (<55 Shore A): excessive wear, poor tracking
1.2 Too hard (>75 Shore A): poor friction, belt slippage
1.3 High compression set: flat spots, vibration
Integrity checks
2.1 Durometer measurement (Shore A, Type 2)
2.2 Compression set after 70% deflection (ASTM D395)
2.3 Rebound resilience at operating temperature
Product protection validation
3.1 Coefficient of friction (belt to rubber)
3.2 Wear rate prediction based on durometer
3.3 Accelerated aging performance
Good quality control protects belt tracking, idler life, and conveyor efficiency. When rubber properties drift, tracking suffers and belts wander. Reliable rubber coated idlers keep friction consistent and belts centered. That’s the baseline for 2026—and the standard serious buyers now expect.

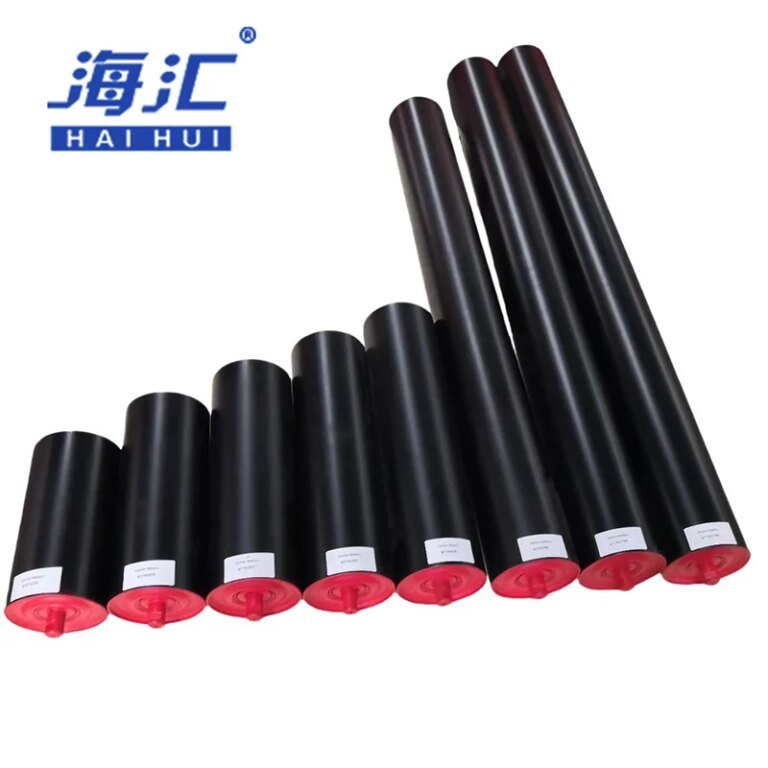
Rubber Coated Idler Specifications: New Limits Revealed
Rubber coated conveyor idler rollers are getting a serious rethink. From rubber thickness to durometer ranges, the latest updates reshape how coated idlers perform on wet, abrasive, or chemical-laden conveyors.
Minimum Rubber Thickness and Coverage Requirements
Updated minimum thickness rules focus on two core protective dimensions.
Primary control areas
- Rubber thickness – ensures steel tube is protected from impact and corrosion
- Coverage – full tube encapsulation or tire‑style ring pattern
Operational impact
- Better protection in wet or corrosive environments
- Lower risk of tube rust and idler seizure
Manufacturers like Haihui adjust rubber thickness carefully, so coated idlers resist wear without excessive cost. Tiny shifts in thickness can change everything.
Revised Durometer and Friction Coefficient Rules
New rules tie rubber durometer directly to belt friction requirements at the idler contact point.
- 55–60 Shore A: soft, high friction, good for slippery belts
- 60–70 Shore A: standard balance, most common
- 70–80 Shore A: firm, low friction, high wear resistance
For rubber coated idlers on inclined or wet conveyors, the logic works like this:
- Define required coefficient of friction (0.4–0.6 typical)
- Match durometer to belt cover material
- Set hardness tolerance (±5 Shore A)
- Validate with field friction test
“Global demand for corrosion‑resistant conveyor components continues shifting toward rubber‑coated designs with tighter durometer controls,” noted Smithers in its 2025 bulk handling outlook.
That trend pushes plants toward more reliable rubber coated idlers. Haihui aligns its production specs to these evolving standards, keeping coated idlers practical and belt‑friendly.
New Bond Testing Frequency Requirements
The bond testing schedule now follows stricter rules to ensure coating integrity over time.
In-process testing
- First article bond test per tooling setup
- Hourly peel test during production
- End‑of‑batch destructive sampling
For rubber coated idlers, even a minor bond inconsistency can lead to coating lift and accelerated wear.
Updated Edge Protection and Cut Point Coverage Standards
The new edge protection guidelines redefine minimum rubber coverage at tube ends and weld seams.
At the core:
- End coverage – rubber must extend 5mm minimum beyond steel tube
- Seam protection – rubber thickness at weld ≥ 70% of nominal
- Cut point coverage – no exposed steel on any surface
Thinner rubber at edges cuts cost but accelerates failure. The updated standards strike a balance, protecting steel without over‑building.
For plants using rubber coated idlers in wet or chemical applications, this means longer corrosion life, safer belt operation, and long‑term durability. Haihui keeps coated idlers within these limits, so performance feels solid under load—no rust creep, no bond failure, just dependable rubber coated protection done right.
How to Retrofit Your Idler Line for Rubber Coating
Upgrading a line that produces rubber coated idlers is not just a coating change; it is a process mindset shift. From rubber compounding to bond verification, every detail matters. If you manufacture rubber coated idlers, these adjustments keep your products competitive and ready for modern conveyor demands.
Step 1 – Switching to High‑Abrasion Rubber Compound
When coating idlers, the heart of quality sits in the rubber compound. A smart retrofit starts with reviewing:
- Current rubber abrasion loss (mm³ per DIN 53516)
- Bond peel strength field history
- Environmental resistance (oil, chemical, UV)
Under that review, focus on:
- Compound selection – assess high‑abrasion grades for severe duty
- Production impact – adjust mill mixing times for consistent durometer
- Quality validation – conduct abrasion and bond testing
Switching compound for rubber coated idlers often reduces wear claims and boosts trust. Haihui supports clients in matching compound upgrades with real conveyor conditions, not lab guesses.
Step 2 – Installing Automated Bond Testing Lines
Outdated manual bond checks can miss intermittent failures. Moving to automated bond testing changes the game.
Core upgrade areas include:
- Precision control of vulcanization temperature (±3°C)
- Real‑time monitoring of bond integrity (ultrasonic)
- Integration with inline peel testing
Benefits stack up:
- Better bond repeatability
- Noticeable improvement in coating retention
- Lower scrap on rubber coated idlers
For high‑duty idlers, automated bond verification offers cleaner quality data and stronger process control.
Step 3 – Integrating Salt Spray and Corrosion Testing
Even perfect rubber coatings fail if edge protection is weak. That’s why corrosion testing must extend beyond the coating.
Focus on these layers:
- Cut edge corrosion resistance
- Weld seam coverage
- End cap rubber encapsulation
Inspection flow inside the lab:
- Automated salt spray chamber tracking
- Randomized cut‑edge sampling
- Functional corrosion rating for wet applications
For manufacturers of rubber coated idlers used in chemical or coastal plants, this attention to edge protection prevents costly and embarrassing field failures.
Step 4 – Adapting Curing Cycle with CEMA Standards
Switching rubber compound is not just changing mix ratios. It touches the full curing cycle.
Key upgrade points:
- Scorch time optimization
- Curing temperature uniformity (±3°C across mold)
- Demolding force monitoring
Within the press area:
- Calibrate cure cycle to compound rheology
- Install temperature monitoring at multiple points
- Align with CEMA material specifications
For extreme environments like chemical plants, proper curing improves bond strength and coating durability. Haihui works closely with plants to fine‑tune curing cycles so rubber coated idlers perform smoothly on high‑speed, high‑load conveyors.
Step 5 – Embedding CEMA and DIN Compliance Protocols
Compliance cannot sit in a binder. It has to live inside daily routines.
Organize work into:
- Documentation – batch traceability logs, bond test certificates, salt spray records
- Testing – routine bond checks meeting CEMA standards, corrosion validation
- Training – operator refreshers on bond inspection, clear compliance procedures for audits
For exporters of rubber coated idlers, missing one document can stall shipments. Haihui helps embed these checks into digital workflows, turning paperwork into a normal habit rather than a last‑minute scramble.
When your idler line supports certified rubber coating and tight documentation, your coated idlers move into harsh environments without drama. And that is the kind of upgrade that pays back fast.

Rubber Coated vs. Standard Steel Idlers
Choosing between rubber coated and standard steel idlers isn‘t just a material call; it shapes the whole corrosion and wear protection strategy. From belt friction to change‑out frequency, rubber coated idlers play a distinct role in how idlers survive wet or abrasive environments.
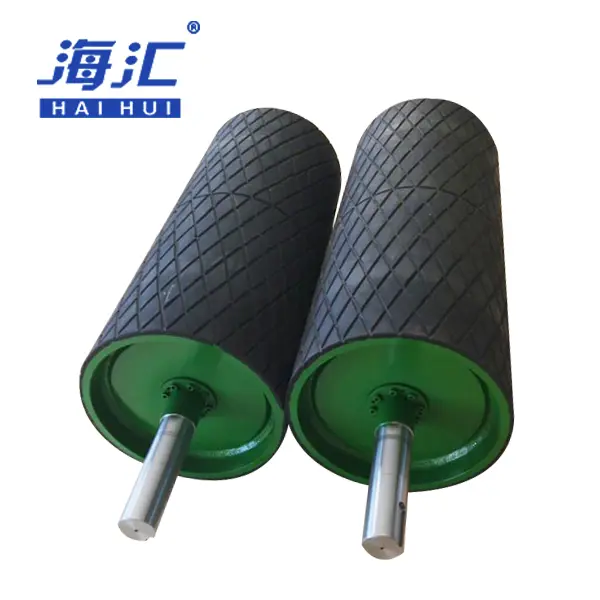
Rubber Coated Idlers
When talking about corrosion and wear protection, the edge comes from rubber encapsulation and friction optimization.
Material foundation
- Core layer – steel tube provides structural strength.
- Rubber layer – protects steel, optimizes belt friction.
- Result – longer idler life in wet/corrosive conditions.
Protection pathway
- Coating stage – rubber bonds to steel, seals out moisture.
- Field stage – rubber absorbs minor impacts, reduces belt wear.
- Outcome – supports belt tracking, extends component life.
Waste reduction impact
- Fewer idler replacements reduce steel consumption.
- Longer service life lowers maintenance costs.
Brands like Haihui push rubber coated solutions designed for wet and abrasive service, proving that rubber‑faced idlers aren‘t just soft—they’re smart.
Standard Steel Idlers
Steel idlers often start as bare tube and move through a more fragile corrosion life.
Material limitations
- Structural traits – higher rigidity than rubber coated.
- Corrosion response – rusts quickly in wet environments.
- Result – bearing housing contamination, seizure.
Durability challenges
- Corrosion issue – rust creep under paint leads to tube pitting.
- Quality decline – rough surface accelerates belt cover wear.
Comparative corrosion outcome
- Limited moisture protection versus rubber coated.
- Higher belt wear in wet or chemical environments.
That‘s why Haihui keeps betting on rubber coated idlers—because corrosion protection, belt friction optimization, and real service life extension simply outmatch bare steel‘s rust‑prone path.
FAQs
What 2026 coating and bond updates affect rubber coated idlers for wet environments?
New standards tighten control from factory to field, raising the stakes for every idler produced.
CEMA bond requirements
- Define minimum peel strength by duty class (6–12 N/mm).
- Require documented bond testing and rubber durometer verification.
DIN 22107 compliance
- Tighten approval pathways for rubber compound formulation.
- Demand traceability of rubber batches and abrasion test records.
ASTM corrosion requirements
- Control salt spray testing methodology.
- Make edge protection and cut point coverage non‑negotiable before shipment.
A missed test can halt production; certified data keeps rubber coated idlers protecting belts safely across wet, abrasive, and chemical environments.
How do rubber durometer and coating thickness affect belt tracking and idler life?
Rubber coated idlers may look simple, yet durometer and thickness decide belt friction and service life. Key structural factors:
- Rubber durometer (Shore A) – softer (55–60) increases friction for slippery belts; harder (70–80) wears longer but may slip
- Coating thickness (mm) – thicker protects steel longer but costs more; thinner saves cost but risks rust
- Bond strength (N/mm) – higher keeps rubber attached under load
When durometer, thickness, and bond align with belt speed and environment, belt tracking improves and idler life extends.
What should buyers confirm about bond integrity and corrosion resistance before bulk orders?
A weak bond or poor edge protection turns a coated idler into a rusted liability. Careful validation protects both belt and plant. Before approval, confirm:
- Bond peel strength test results (minimum 6–12 N/mm depending on duty)
- Rubber durometer certification (Shore A target ±5)
- Salt spray test report (minimum 240 hours for wet environments)
- Cut edge protection verification (no exposed steel)
In short: rubber compound, bond integrity, and edge coverage must perform as one system. Haihui ensures that when these elements are tested together, rubber coated conveyor idler rollers deliver reliable tracking, stable belt protection, and dependable service life.
References
- CEMA – Conveyor Equipment Manufacturers Association standards
- DIN 22107 – Idlers for belt conveyors
- DIN 53516 / ASTM D5963 – Rubber abrasion testing
- ASTM B117 – Salt spray test standard
- ASTM D395 – Rubber compression set test
- Smithers – Bulk Handling Components Report 2025
- German Conveyor Association – Compliance outlook 2025
- Haihui – Technical data sheets for rubber coated conveyor idler rollers