Head Pulley Tail Pulley:Stop Belt Misalignment & Downtime
A head pulley and tail pulley on a conveyor look simple—just steel, bearings, and a belt—but in your plant, they’re a ticking downtime liability if CEMA standards and alignment procedures aren’t locked down. One sloppy shaft fit or a crooked lagging splice, and your belt tracking gets benched at the transfer point. Plant managers don’t lose sleep over component design; they lose sleep over unscheduled shutdowns, belt damage, and conveyors stuck in maintenance while production targets slip.
Grand View Research reports the global conveyor component market topped $40 billion in 2024, and safety standards aren’t easing up. As CEMA puts it, conveyor components must be engineered and installed to “ensure safe and reliable material flow.” No wiggle room.
This guide cuts through the red tape. We’ll show where fabrication quality meets field performance—and how to keep your head pulley and tail pulley compliant, audit-ready, and moving like clockwork.
5 Steps to CEMA-Compliant Pulley Selection
Getting the right head pulley and tail pulley for your conveyor line is not just technical specs. It shapes how every belt, idler, and drive component rolls off the line. From shaft material checks to lagging adhesion, each pulley must prove it’s safe, stable, and consistent.
Step 1: Conduct a Material Specification Gap Analysis
For every head pulley and tail pulley, start with a structured review of material composition and fabrication requirements.
Review:
- Component specifications: shaft material (42CrMo4 or C45), shell grade (S355)
- Shaft diameter and hardness requirements
- Lagging type and bond strength
Cross-check:
- Supplier requirements and certifications
- Batch traceability for all materials
- Mill certificates for steel plate and bar stock
Compare against:
- CEMA standards and classifications
- Torque and belt tension limits
- Application compatibility rules
This compliance assessment drives clear gap identification. Missing hardness test data? Outdated drawings? Weak welding procedures? Fix it early so each head pulley and tail pulley meets CEMA expectations without drama.
Step 2: Document Fabrication and Assembly Procedures
Consistency in a pulley fabrication shop comes from tight paperwork and real-world discipline.
- Map the fabrication process from plate cutting to final assembly.
- Break down production steps into clear welding and machining instructions.
- Record every batch in production records under strict documentation control.
Inside this flow:
- Define quality control points during shell rolling, welding, and shaft hardening.
- Align operators with updated work instructions.
- Visualize the full process flow for each head pulley and tail pulley.
Haihui applies this structure so every pulley run feels controlled, not chaotic.
Step 3: Implement Performance Testing & Quality Assurance Controls
A head pulley and tail pulley must perform smoothly under load and in real operating conditions.
- Set performance tests for torque transfer and belt tracking.
- Lock in test methods with clear inspection procedures.
- Maintain equipment calibration and monitor quality metrics using statistical process control.
Industry momentum backs this discipline:
“Manufacturers that strengthen quality management systems see measurable reductions in field failure rates and unplanned downtime,” notes the 2025 CEMA quality survey on certified fabrication facilities.
Strong quality control and defined assurance protocols protect every head pulley and tail pulley from hidden flaws.
Step 4: Perform NDT Inspection and Hardness Audits
NDT inspections are non-negotiable for a head pulley and tail pulley.
- Conduct NDT weld inspection using ultrasonic and magnetic particle methods.
- Perform shaft hardness checks (HRC 50-55) before machining and assembly.
- Log results into audit reports.
When issues pop up:
- Classify via defect classification.
- Record non-conformance.
- Launch corrective actions and track defect rates.
At Haihui, this routine keeps each head pulley and tail pulley tight, safe, and market-ready.
Step 5: Management Review for Continual Improvement
Standards compliance sticks only if leadership stays involved.
- Review audit findings and supplier scores.
- Align quality objectives with real production data.
- Approve improvement plans, including corrective actions and preventive actions.
Add in:
- Customer and stakeholder feedback
- Metrics on system effectiveness
When management takes CEMA standards seriously, every head pulley and tail pulley reflects that commitment. That’s how Haihui keeps raising the bar without losing its edge.

Types of Head Pulley and Tail Pulley Configurations
A head pulley and tail pulley may look simple on the shelf, yet the performance sits in the engineering. From standard quarry duty to heavy mining applications, every conveyor system depends on smart design to control belt tracking, torque, and wear.
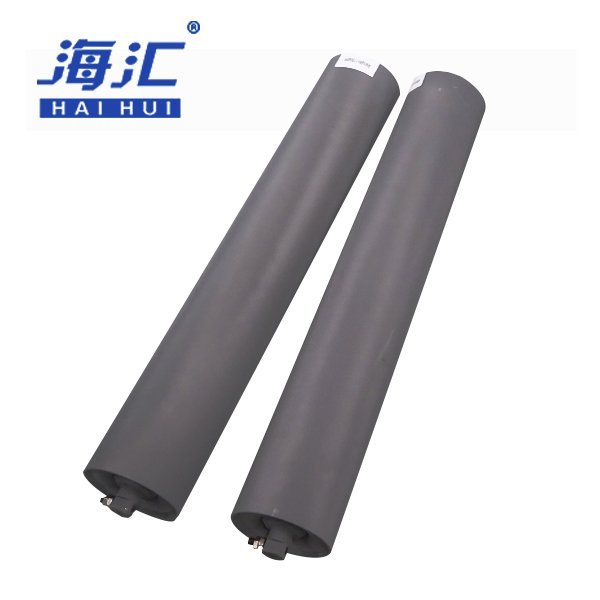
Standard Quarry Duty Pulley
The head pulley and tail pulley with Standard Quarry Duty is the everyday go-to. Inside that familiar conveyor setup, the system works as follows:
Core Components:
- Fabricated S355 shell
- C45 shaft (standard) or 42CrMo4 (upgraded)
- Plain or grooved rubber lagging (optional)
Functional Output:
- Stable belt tracking for aggregate transfer
- Consistent torque transfer for moderate loads
- Reliable service life for dry applications
Why It Works:
- Cost-effective fabrication.
- Compatible with most CEMA B/C conveyor systems.
- Easy replacement across conveyor lines.
For brands like Haihui, consistency in every head pulley and tail pulley means fewer tracking issues and smoother operation.
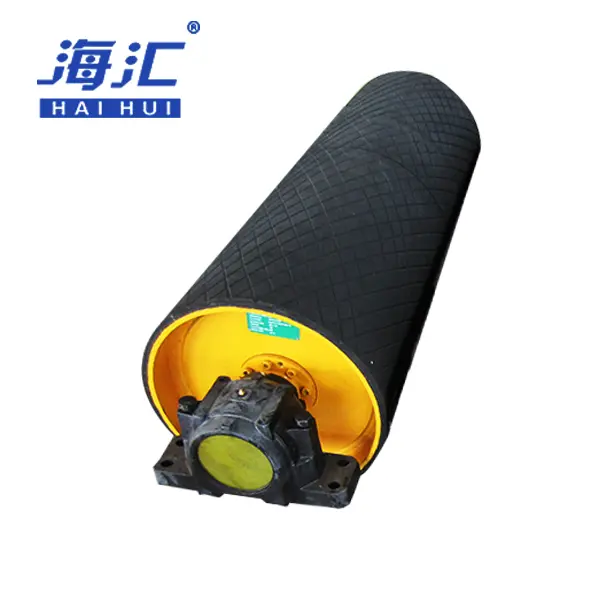
Heavy-Duty Mining Pulley
A Heavy-Duty Mining Pulley turns a standard head pulley and tail pulley into a high-tension workhorse. Built for high torque and extreme loads, it handles aggressive materials without failing.
Key performance traits include:
- Forged 42CrMo4 shaft for superior fatigue resistance
- Induction-hardened bearing seats (HRC 50-55)
- Ceramic or heavy rubber lagging for traction
In practical use:
- The shaft diameter is increased for higher torque capacity.
- The shell thickness is increased for impact resistance.
- The lagging pattern is optimized for water shedding in wet conditions.
Result? A conveyor system that runs heavy but stays controlled. That’s critical in mines where downtime equals lost production. A well-built head pulley and tail pulley with heavy-duty design feels solid, not fragile.
Engineered Self-Cleaning Tail Pulley
Self-cleaning changes everything in a tail pulley. A Self-Cleaning Tail Pulley (wing pulley) is built for extreme material carryback conditions, often found in sticky clay, wet aggregate, or recycling applications.
Wing Design:
- Segmented wing plates replace solid drum
- Material falls through openings, preventing buildup
- Reduced maintenance from material packing
Performance Control:
- Precise wing spacing for material type
- Balanced design for stable rotation
- Consistent self-cleaning across operating conditions
Application Areas:
- Wet or sticky aggregate
- Clay and fly ash applications
- Recycling and waste handling
Grand View Research noted in a 2025 conveyor component update that demand for self-cleaning tail pulleys is rising due to “growing emphasis on reduced maintenance and extended belt life in demanding material handling environments.”
That trend keeps the tail pulley central in modern conveyor design.
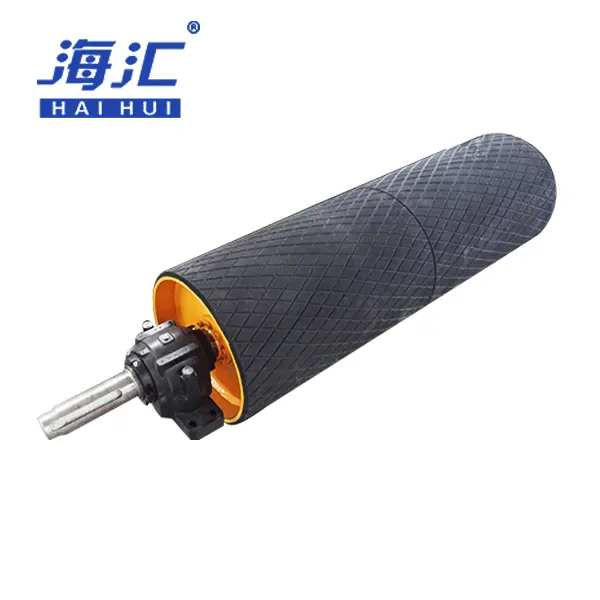
Ceramic Lagged Head Pulley
A Ceramic Lagged Head Pulley keeps the head pulley gripping as long as the belt runs. No slip. Just smooth, reliable traction.
Mechanical Design:
- Ceramic tiles embedded in rubber matrix
- Herringbone or diamond groove patterns
- Bond strength ≥12 N/mm for durability
Traction Performance:
- High friction coefficient in wet or muddy conditions
- 360-degree traction across belt width
- Balanced grip for consistent belt tracking
User Experience:
- Reduced belt slip during starting torque
- Extended lagging life in abrasive conditions
- Works in wet or dry applications
In high-tension or wet conveyors, this head pulley setup saves belt wear and keeps operation clean. Haihui integrates these lagging options across multiple pulley specifications, helping plants match the right head pulley and tail pulley to the right application without overcomplicating the build.
4 Common CEMA and Installation Mistakes to Avoid
Installing a head pulley and tail pulley isn’t just about bolting them in and sending material. One alignment error on a head pulley or tail pulley could stall the conveyor, trigger belt damage, or worse. If you handle any conveyor system, this quick breakdown keeps your head pulley and tail pulley compliant and stress-free.
Incorrect Shaft Hardness for Bearing Fit
When a head pulley and tail pulley operates under high load, the shaft hardness must meet CEMA specifications for bearing retention.
Core requirements:
- Hardness at bearing seats: HRC 50-55
- Case depth: 3-5mm minimum
- Smooth surface finish for bearing fit
Compliance checkpoints:
- Verify induction hardening records.
- Match hardness to CEMA classification.
- Test using Rockwell C method.
Internal review process:
- Hardness testing of every shaft
- Bearing fit verification before assembly
- Final torque testing sign-off
Skipping this on a head pulley might seem minor, but it can freeze production fast. Brands like Haihui build every head pulley and tail pulley with pre-verified hardness specs to reduce these headaches.
Misaligned Pulley Face for Belt Tracking
Your pulley face must align with what the belt needs.
Critical alignment areas:
- Face runout (≤0.5mm TIR)
- Concentricity to bearing centers
- Shell roundness
Documentation workflow:
- Pull latest alignment measurement records.
- Cross-check against CEMA tolerances.
- Confirm shell concentricity matches design print.
- Archive compliance proof.
If the head pulley and tail pulley say one thing and the actual measurement says another, inspectors won’t shrug it off. Clean documentation protects your plant and keeps every conveyor moving smoothly through production.
Incorrect Lagging Type for Operating Conditions
Incorrect lagging selection on a head pulley and tail pulley creates safety and performance risks.
Technical control layers:
- Specify lagging type based on operating environment.
- Validate bond strength (≥12 N/mm for heavy duty).
- Confirm groove pattern for water shedding.
Application compliance review:
- Check traction requirements.
- Compare selected lagging with actual conditions.
- Approve installation before belt run.
Even small mismatches affect belt tracking and slip. Haihui integrates lagging selection directly into pulley specification, reducing costly re-lagging and production delays.
Ignoring CEMA Alignment Standards for Installation
CEMA rules work alongside installation best practices. Missing alignment standards can slow conveyor commissioning.
Regulatory alignment steps:
- Confirm pulley alignment to belt centerline.
- Review current CEMA installation guidelines.
- Apply proper shimming and support.
- Validate belt tracking after start-up.
Operational safeguards:
- Train staff on installation procedures.
- Audit alignment quarterly.
- Maintain inspection logs.
One overlooked alignment standard on a head pulley can ripple through the entire conveyor system. A compliant head pulley and tail pulley keeps conveyors running and maintenance teams calm. Haihui supports plants with installation guides designed around both CEMA and safety visibility standards, keeping every conveyor shipment on track.

Shipment Delays? Optimize Your Pulley Logistics
Shipping a head pulley and tail pulley isn’t just about moving crates from A to B. From pallet build to freight class, every move affects how your head pulley and tail pulley components arrive. Smart logistics keeps delays low and plant managers happy.
Streamlining Palletization for Faster Freight Handling
Moving a head pulley and tail pulley safely starts on the pallet. Poor stacking slows warehouse operations and increases shaft damage claims. A tighter system keeps freight flowing.
- Smart pallets reduce shifting.
- Better unitization improves load stability.
- Stronger packaging protects every head pulley and tail pulley.
Within daily material handling, small tweaks make a big difference:
- Adjust loading optimization patterns to match component weight.
- Align shaft support orientation to avoid pressure points.
- Train teams on consistent wrap tension for higher freight efficiency.
Now, let’s break it down deeper:
Pallet Design Control:
- Cross-stack heavy components on base layers.
- Column-stack lighter items on upper tiers.
- Reinforce edges to support vertical compression.
Dock Flow Coordination:
- Keep travel lanes clear for safer material handling.
- Sync inbound and outbound schedules to reduce dwell time.
Damage Prevention Metrics:
- Track damage rate per 1,000 pulley shipments.
- Monitor crate integrity per pallet.
Haihui works closely with logistics teams to match pallet specs to head pulley and tail pulley dimensions, so loads stay stable without slowing down dock crews.
Aligning Warehousing Strategies with Distribution Network
A head pulley and tail pulley stuck in the wrong warehouse costs time and money. Smart warehousing links directly to the wider logistics network.
Quick wins often look like this:
- Rebalance inventory management by regional demand.
- Adjust safety stock for high-volume pulley SKUs.
- Sync transportation planning with carrier capacity.
Longer-term alignment takes structure:
Network Positioning:
- Store high-volume pulley lines near outbound docks.
- Separate large components per handling rules.
- Map plant data to reduce cross-country transfers.
Operational Integration:
- Real-time updates support tighter supply chain integration.
- Share forecasts for smoother lane planning.
Storage Optimization:
- Use reinforced racking for dense pulley pallets.
- Maintain safe storage conditions.
When distribution centers are placed strategically, a head pulley and tail pulley doesn’t zigzag across the map. It moves in a straight, efficient line. Haihui supports partners by coordinating production output with regional warehouse capacity, keeping component replenishment predictable and steady.
Coordinating Freight Class and DOT Regulations
Shipping a head pulley and tail pulley means strict attention to freight classification and transport compliance. A small labeling error can park a truck for days.
Core compliance pillars include:
- Accurate weight and dimensions on every crate.
- Verified packaging standards for large components.
- Clear labeling that meets shipping regulations.
For large components, details matter. Here’s a reference framework logistics teams often track:
| Item Type | Typical Weight (kg) | Packaging Standard | Max Gross Weight (kg) |
|---|---|---|---|
| Head Pulley (1200mm) | 800-1200 | Wooden Crate | 1500 |
| Tail Pulley (800mm) | 400-600 | Pallet with Cradle | 800 |
| Wing Pulley (600mm) | 250-350 | Pallet with Supports | 500 |
| Drive Pulley (1400mm) | 1000-1500 | Steel Crate | 2000 |
Beyond the table, structured oversight keeps things tight:
Regulatory Review:
- Validate bill of lading entries.
- Confirm weight and dimensions.
- Ensure driver certification.
Safety Controls:
- Shipping safety training refreshers.
- Emergency response reference sheets in vehicles.
Mistakes in oversized component shipping don’t just cost cash; they damage trust. Haihui aligns head pulley and tail pulley production specs with required freight documentation, helping clients avoid last-minute reclassification headaches.
Enhancing Supply Chain Visibility for On-Time Delivery
A head pulley and tail pulley that disappears between factory and plant is a nightmare. Clear supply chain visibility solves that.
Short snapshots matter:
- Real-time GPS for outbound crates.
- Automated alerts for delayed pulley shipments.
- Dashboard views of delivery performance trends.
To build reliable visibility, teams usually work through layered actions:
Data Integration:
- Connect TMS with WMS for unified inventory tracking.
- Feed carrier APIs into central dashboards.
Predictive Control:
- Apply data analytics to spot lane delays.
- Use predictive insights for weather-based rerouting.
Route Execution:
- Dynamic route optimization for heavy loads.
- Monitor dwell time at cross-docks.
Performance Review:
- Weekly KPI checks on on-time pulley delivery.
- Root-cause analysis for recurring delays.
When logistics tech and people stay aligned, a head pulley and tail pulley moves with fewer surprises. A simple pulley order feels routine to the plant manager, and that’s the goal. Behind the scenes, Haihui integrates production schedules with tracking systems so every head pulley and tail pulley shipment stays visible, measurable, and right on time.
FAQs about Head Pulley and Tail Pulley
How do manufacturers achieve CEMA compliance for head pulley and tail pulley fabrication?
CEMA compliance for a head pulley and tail pulley facility is built step by step:
Define control points:
- Clear material specifications for shaft, shell, and lagging
- Documented fabrication and assembly records
Control the process flow:
- Calibrated rolling, welding, and hardening equipment
- In-line NDT inspection to reduce defect rate
Verify performance:
- Scheduled hardness testing and torque validation
- Ongoing quality assurance reviews
Management review:
- Auditing results guide corrective action and continuous improvement.
When documentation and daily discipline align, compliance becomes a natural outcome rather than a last-minute rush.
Why is NDT inspection so critical for a head pulley and tail pulley?
A single weak weld can turn torque into risk. NDT inspection protects:
- Safety: Prevents catastrophic failure under load.
- Stability: Maintains structural integrity during operation.
- Reputation: Reduces failures caused by welding defects.
- Compliance: Supports CEMA standards, MSHA safety rules, and QA documentation.
Structural integrity is more than a technical checkpoint—it is the quiet guardian of conveyor uptime and plant trust.
How can quality stay consistent in large-scale head pulley and tail pulley fabrication?
Consistency grows from disciplined control across people, machines, and materials.
Components:
- Stable shell dimensions and concentricity
- Shaft and bearing precision
- Lagging adhesion verification
Processes:
- Controlled welding parameters
- Accurate shaft hardening
- Verified lagging bond strength
Testing:
- Hardness and NDT checks
- Random sampling for defect rate trends
When operators respect specifications and data guides decisions, service life and performance remain steady across every batch.
How do supply chain and regulatory factors affect head pulley and tail pulley distribution?
A head pulley and tail pulley travels through a sensitive path from factory floor to installation.
Operational factors:
- Careful crating to protect shaft and lagging
- Coordinated warehousing within the distribution network
- Managed freight classification for heavy components
Compliance factors:
- Correct CEMA classification and documentation
- Accurate material test reports
- Alignment with MSHA guidelines and CEMA standards
Strong vendor selection, realistic lead time planning, and clear supply agreements keep shipping smooth and prevent costly delays.
References
- CEMA Conveyor Equipment Standards – cemanet.org
- ASTM E18 Hardness Testing – astm.org
- ASTM E709 Magnetic Particle Inspection – astm.org
- ISO 9001 Quality Management – iso.org
- NDT Weld Inspection Standards – asnt.org
- MSHA Mining Safety Standards – msha.gov
- OSHA Safety Data Sheets – osha.gov
- Grand View Research – Conveyor Component Market Analysis – grandviewresearch.com
- Smithers Bulk Handling Outlook – smithers.com
- Haihui – Technical specifications for head pulley and tail pulley