输送机驱动皮带轮:防止故障并最大化扭矩
- What Defines High-Torque Conveyor Drive Pulleys
- Conveyor Drive Pulley: From Design to Production
- 5 Steps to Ensure Quality with Conveyor Drive Pulleys
- 3 Pain Points in High-Torque Conveyor Drive Systems
- Case Study: Streamlined QC with Engineered Drive Pulleys
- Future Trends in Conveyor Drive Pulley QC
- FAQs
- References
A conveyor drive pulley isn’t just a steel drum with bearings—it’s the gatekeeper between your motor and a full-blown belt failure meltdown. When conveyors run at breakneck tonnage, one undersized shaft or soft bearing seat can snowball into belt damage, unscheduled downtime, and late-night “how did this happen?” calls. For plant managers, that’s not drama you need.
Think of it like building a race car: every component matters. The shaft, the shell, the lagging—they’ve got to play nice under torque. Get it right, and your line hums. Get it wrong, and it’s chaos in a steel suit.
Key Harmonies of Conveyor Drive Pulley
➔ Material Choice: Select forged 42CrMo4 shafts and S355 shells based on torque, weight, and fabrication needs to ensure reliable power transmission.
➔ Shaft Integrity: Verify induction hardening (HRC 50-55), bearing fit (h7/h6), and keyway geometry to prevent leaks and blockages on high-tension lines.
➔ Compliance Checks: Align CEMA, MSHA, and ISO requirements with torque testing and NDT inspections for safe, scalable output.
What Defines High-Torque Conveyor Drive Pulleys
High-torque conveyor drive pulleys are not just about turning the belt; it’s about dialing in torque, durability, and compliance without losing control. From material choice to fabrication lines, every move affects uptime. When operations scale their conveyors, drive pulley decisions shape belt life, safety, and cost per ton.
Forged Shaft vs. Fabricated Shell: Material choices for high-torque runs
When scaling conveyor drive pulleys, material selection drives cost per unit and torque capacity.
- Forged 42CrMo4 Shaft
Properties
- High fatigue strength (1,500,000+ cycles)
- Induction-hardenable (HRC 50-55 bearing seats)
- Excellent torque transfer
Logistics
- Longer service life reduces replacement frequency
- Fabricated S355 Shell
Material base: High-strength low-alloy steel plate
Construction: Rolled and welded with full penetration
Strong mechanical durability for high-tension applications
| Parameter | Forged 42CrMo4 Shaft | Fabricated S355 Shell | Torque Impact |
|---|---|---|---|
| Fatigue Life (cycles) | 1,500,000+ | N/A | Longer service life |
| Hardness (HRC) | 50-55 (induction) | As-rolled | Bearing seat wear resistance |
| Weld Integrity | N/A | 100% NDT | Shell reliability |
| Corrosion Resistance | Moderate (coated) | Moderate (coated) | Storage stability |
For operations working with a conveyor component manufacturer like Haihui, picking the right material keeps drive pulleys sharp on both budget and performance.
CEMA D/E Classifications: Configurations for heavy-duty service
In conveyor drive pulleys, configuration decides torque capacity and belt traction.
CEMA D Class
Short take: Standard heavy-duty drive service.
- For belt tensions up to moderate range
- Suitable for most quarry and aggregate applications
- Standard shaft sizing and lagging options
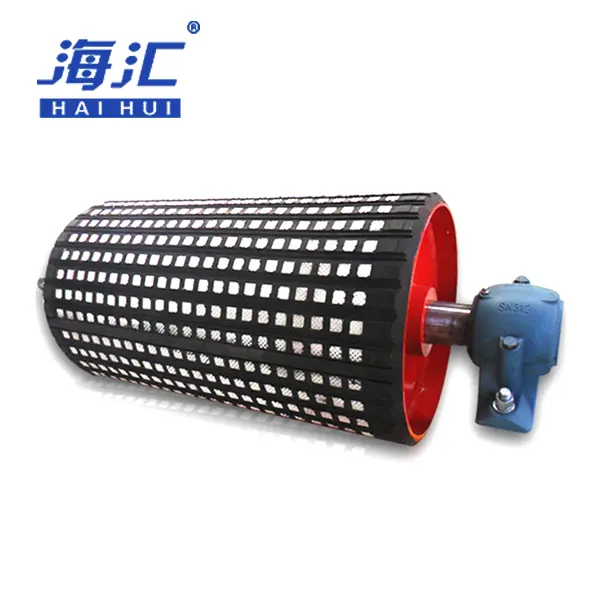
CEMA E Class
Built for extreme duty:
- High-tension shaft design
- Heavy-duty shell construction
- Premium lagging (ceramic or high-grade rubber)
Key components include: shaft, shell, lagging, bearings. For high-torque conveyor drive pulleys, this setup handles mining and overland conveyors with steady torque transfer and solid service life.
Haihui often recommends CEMA E for premium conveyor drive pulley lines where reliability matters most.
Impact extrusion and shell rolling in mass production
Scaling conveyor drive pulleys depends on fabrication precision.
Shell rolling process
- Steel plate cutting
- Roll forming
- Full-penetration welding
Benefits:
- Uniform shell thickness
- Fewer stress risers
- High fabrication speed
Shaft machining for forged shafts
- Bar stock cutting
- CNC turning
- Induction hardening
- Precision grinding
Efficiency checklist:
- ✔ Stable machining tolerances
- ✔ Automated NDT inspection
- ✔ Consistent hardness (HRC 50-55)
This is where Haihui keeps conveyor drive pulley lines moving fast without sloppy variance. Output stays tight. Scrap stays low.
CEMA and ISO standards: Compliance at scale
Large-run conveyor drive pulley production lives or dies by compliance.
Regulatory Frameworks
- CEMA standards (B, C, D, E classifications)
- ISO 9001 quality management
- MSHA safety requirements for underground
Safety Controls
- Documented NDT inspection for every weld
- Batch-level documentation
- Hardness testing and dynamic balancing
Certification & Audit Flow
- Internal quality checks
- Third-party certification
- Ongoing regulations monitoring
Quick hits:
- Clear documentation prevents installation delays.
- Digital traceability speeds failure analysis.
- Proper safety protocols reduce plant downtime.
At serious scale, conveyor drive pulley production is half fabrication, half paperwork. Operations that treat both with equal respect—like Haihui does—stay ahead, keep conveyor lines smooth, and avoid costly surprises.
Conveyor Drive Pulley: From Design to Production
Conveyor drive pulley engineering sounds technical, yet it’s really about turning torque requirements into reliable components that handle tonnage and track true. From shaft diameter to lagging pattern, every detail in conveyor drive pulley design shapes plant reliability and user experience.
Prototyping custom pulleys with engineered specifications
In conveyor drive pulley manufacturing, early engineering keeps surprises off the production floor. For pulley design and fabrication, the workflow usually breaks down like this:
Concept alignment
- Define material selection (forged 42CrMo4 vs. C45 bar stock)
- Confirm target torque and shaft diameter
Structural validation
- Test shaft bending limits
- Check dimensional accuracy after machining and hardening
Fabrication execution
- Finalize shell and shaft drawings
- Match welding and hardening processes with curvature
- Produce pilot units for QA review
Key technical checkpoints in conveyor drive pulley development:
- Shaft straightness (≤0.2mm/m)
- Shell concentricity (≤0.5mm TIR)
- Weld penetration (100% NDT)
| Parameter | Standard Pulley | Engineered Pulley A | Engineered Pulley B | Tolerance |
|---|---|---|---|---|
| Shaft Diameter (mm) | 80 | 100 | 120 | ±0.05 |
| Hardness (HRC) | 15-25 | 50-55 | 55-58 | ±2 |
| Face Runout (mm) | 1.0 | 0.5 | 0.3 | ≤0.5 |
With engineering support, tight prototyping keeps fabrication costs in check and reliability crisp.
Shaft selection: Hardness, fit, and keyway considerations
The heart of a conveyor drive pulley is the shaft system. A solid torque transfer mechanism depends on carefully matched components:
- Shaft diameter defines torque capacity.
- Induction hardening (HRC 50-55) prevents bearing seat wear.
- Keyway geometry ensures secure torque transfer.
Selection logic often runs in layers:
Torque review
- Starting torque vs. running torque
- Peak load calculations
- Fatigue life requirements
Metallurgical screening
- Lab hardness testing
- Case depth verification (3-5mm)
- Keyway stress analysis
Performance tuning
- Adjust shaft diameter for safety factor
- Validate bearing fit (h7/h6)
- Evaluate dynamic balancing (G-16)
A small shaft diameter change can shift torque capacity by 15-20%. That’s not minor—it affects belt tension instantly. Reliable conveyor drive pulleys rely on this fine balance.
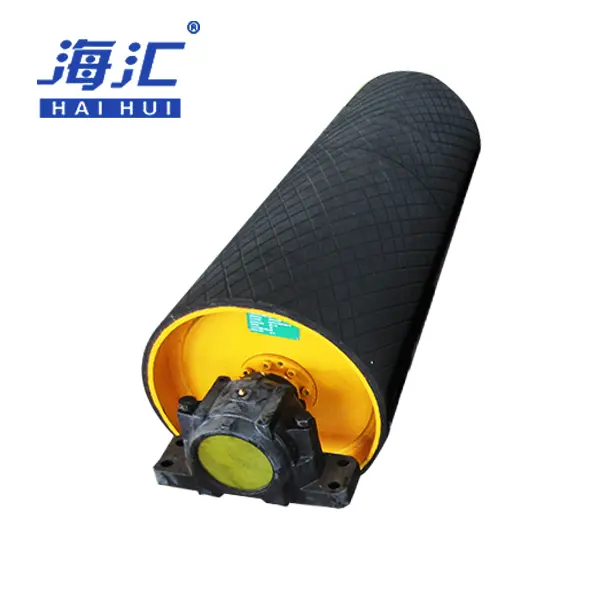
Lagging patterns: Rubber, ceramic, and groove options
Choosing among lagging types shapes traction, belt life, and maintenance frequency in conveyor drive pulleys.
- Rubber lagging (60-75 Shore A): Good general traction, cost-effective
- Ceramic lagging: Extreme grip in wet/muddy conditions
- Herringbone grooves: Water shedding, self-cleaning
- Plain lagging: Even wear, dry applications
Technical evaluation usually includes:
- Friction coefficient testing under wet/dry conditions
- Bond strength verification (≥12 N/mm peel)
- Abrasion resistance (DIN 53516)
For mining operations shifting to ceramic lagging, traction stays high even in wet conditions. That balance defines smart conveyor drive pulley specification today.
Lead time & logistics in supply chain management
Speed matters. In conveyor drive pulley projects, delays often start with unclear specs.
Production flow typically connects:
Technical confirmation
- Final drawings
- Approved material specifications
Manufacturing alignment
- Tooling schedule
- Production scheduling across shell, shaft, and lagging lines
Distribution setup
- Transportation planning
- Export documentation
- Warehousing solutions
Risk points sit inside global supply chain efficiency:
- Steel plate price swings
- Shaft bar stock availability
- Lagging material shortages
Operations working with Haihui often streamline delivery optimization by locking specs early and syncing suppliers under one timeline. That reduces friction in global distribution and keeps conveyor drive pulley projects on track—no last-minute panic, just steady execution.

5 Steps to Ensure Quality with Conveyor Drive Pulleys
Quality in conveyor drive pulleys is not luck. It’s built through tight checks, solid compliance, and smart fabrication habits. From forged shaft review to final finish, every detail shapes reliable, long-lasting conveyor drive pulleys. If you’re serious about conveyor drive pulley reliability, these five areas keep things on track and stress low.
Step 1: Material certification and traceability verification
When handling conveyor drive pulleys, start with clean documentation.
Core review focus:
- Material origin and purity (42CrMo4, S355)
- Safety classifications
- Updated material test records
Regulatory alignment:
- Material certification accuracy
- CEMA compliance
- Export compliance proof
Storage controls:
- Temperature range for storage
- Handling standards
- Shelf-life validation
Solid verification avoids fabrication delays and keeps conveyor drive pulley lines moving without drama.
Step 2: Hardness testing and CEMA compliance
For conveyor drive pulleys, hardness isn’t casual business. ASTM E18 sets the global benchmark for hardness testing.
Mechanical validation
- Hardness threshold (HRC 50-55)
- Case depth integrity (3-5mm)
- Shaft straightness testing (≤0.2mm/m)
Legal transport check
- CEMA labeling
- Shipping standards
- Safety review
Safety review
- NDT inspection
- Transport compliance
| Test Item | Minimum Standard | Sample Size | Pass Rate Target |
|---|---|---|---|
| Shaft Hardness (HRC) | 50-55 | 5 shafts | 100% |
| Case Depth (mm) | 3-5 | 5 shafts | 100% |
| Dynamic Balancing (G-16) | Pass | Every pulley | 100% |
| Concentricity (mm TIR) | ≤0.5 | Every pulley | 100% |
| NDT Weld Inspection | 100% | Every pulley | 100% |
Reliable conveyor drive pulleys protect operations during transport.
Step 3: In-line NDT and dynamic balancing checks
Surface matters. In conveyor drive pulleys, poor fabrication ruins plant trust fast.
Exterior
- In-line NDT weld inspection (ultrasonic/MPI)
- Even shell rolling quality
Interior
- Uniform shaft machining
- Consistent hardness (HRC 50-55)
Production watchpoints
- Visual quality checks
- Random batch checks
Clean steel, stable fabrication, no weird reactions. That’s how engineered conveyor drive pulleys stay sharp.
Step 4: Bearing fit and shaft alignment inspection
Sealing keeps conveyor drive pulleys honest.
Component control
- Bearing fit test (h7/h6)
- Shaft straightness
- Housing alignment
Assembly accuracy
- Bearing fitment
- Alignment verification
Functional outcome
- Belt tracking
- Long-term integrity
A tiny misalignment can wreck conveyor drive pulley performance. Tight inspection routines prevent failures and messy callbacks.
Step 5: Final dynamic balancing and coating review
Looks sell. Protection keeps operations steady.
Balancing precision
- Dynamic balancing (G-16)
- Vibration verification
Surface durability
- Coating adhesion
- Corrosion protection
Brand impact
- Clean aesthetics
- Sharp fabrication
- Premium finish
For brands like Haihui, strong conveyor drive pulleys aren’t just technical. It’s visual proof of quality. From core torque safety to reliable operation, conveyor drive pulleys done right keep operations coming back.
3 Pain Points in High-Torque Conveyor Drive Systems
High-speed conveyor lines look smooth from a distance, yet small flaws in conveyor drive pulleys can quietly drain profit. In conveyor drive systems, minor inconsistencies quickly snowball into downtime, belt damage, and frustrated maintenance crews.
Frequent bearing failure from improper shaft hardness
In conveyor drive pulleys, a tiny hardness deviation can trigger a serious bearing failure. On a busy conveyor line, that’s a nightmare.
Root causes inside drive pulley operations
1.1 Inconsistent induction hardening
- Uneven hardness disrupts bearing fit.
- Soft spots cause bearing seat wear.
1.2 Weak quality control checks - Random sampling misses micro-deviations.
- No case depth verification before assembly.
Impact on conveyor drive pulley performance
2.1 Soft shafts cause bearing spin. 2.2 Heat builds, stressing the bearing. 2.3 Reject rates spike in conveyor drive pulley batches.
For operations scaling conveyor drive pulleys, consistent hardness is not optional; it’s survival.
Surface defects due to poor coating and lagging application
In conveyor drive pulleys, the look sells before the torque transfers. A single surface defect on a drive pulley ruins operational confidence.
Coating system risks
1.1 Uneven lagging thickness 1.2 Patchy vulcanization 1.3 Coating contamination
Quality breakdown
- Weak coating adhesion
- Missed quality assurance inspections
- Corrosion during humid storage
Conveyor drive pulley buyers now expect flawless appearance and durability. That’s why operations partner with Haihui for tighter coating controls and stable conveyor drive pulley output.
Bottlenecked torque transfer from unstable dynamic balancing
When dynamic balancing fluctuates, the entire conveyor system slows. In conveyor drive pulley lines, even minor imbalance shifts create a serious bottleneck.
Imbalance instability
1.1 Inconsistent balancing equipment 1.2 Poor calibration before balancing 1.3 Uneven shell fabrication
Production fallout
- Reduced torque transfer
- Lower belt life
- Vibration in conveyor drive pulley units
Control priorities
3.1 Real-time balancing monitoring 3.2 Backup balancing equipment 3.3 Preventive audits in conveyor drive pulley plants
Stable balancing keeps conveyor drive pulleys moving fast. That’s the difference between just running a line and actually owning it.
Case Study: Streamlined QC with Engineered Drive Pulleys
Smart operations know that conveyor drive pulleys are not just about torque. They shape safety, compliance, and belt life. From mining conveyors to aggregate transfer points, dialing in drive pulley details keeps quality tight and customers happy. Here’s how engineered conveyor drive pulleys drive real results.
Mining conveyors: Enhanced shaft hardening and weld controls
In high-tension mining conveyors, shaft integrity is everything. With engineered drive pulleys, improvements focused on:
Manufacturing process
- Induction hardening controls
- Hardness calibration
- Real-time temperature monitoring
Shaft quality
- Hardness consistency checks
- Case depth verification
- Tool wear tracking
Quality assurance
- Torque resistance testing
- NDT weld inspection
This tighter control boosted shaft reliability, reduced bearing failure, and made mining clients trust the engineered drive pulley solution even more. Haihui applies this engineering approach to ensure every drive pulley run meets heavy-duty standards.
Aggregate conveyors: Lagging application for traction accuracy
For fast-moving aggregate operations, consistent traction sells. With engineered drive pulleys, lagging became a precision game:
Traction solutions
- Ceramic or rubber lagging
- Temperature zoning
- Groove alignment sensors
Belt protection
- Visual inspection
- Batch trace coding
The result? Better traction accuracy, fewer slip events, and consistent drive pulley performance across large batches. This kind of engineered drive pulley keeps conveyors running and belt life steady.
Overland conveyors: Ensuring CEMA compliance in fabrication processes
In overland conveyors, CEMA compliance is non-negotiable. The engineered drive pulley workflow included:
Regulatory standards
- CEMA D/E compliance
- Fabrication validation
Fabrication processes
- Controlled welding zones
- Hardened shaft production
- In-line quality control
By reinforcing every step, from shell rolling to final dynamic balancing, Haihui ensures engineered drive pulleys support strict CEMA compliance while maintaining reliable, safe performance in overland conveyor systems.

Future Trends in Conveyor Drive Pulley QC
Quality control in conveyor drive pulleys is getting smarter, greener, and way more connected. Operations want safer drive pulleys, better torque transfer, and reliable fabrication—all without slowing production. Here’s how conveyor drive pulleys are evolving fast.
Sustainable materials for longer service life
In conveyor drive pulleys, material choice now drives both performance and sustainability.
Material Innovation
- Raw Material Sources
- Recycled steel plate
- Sustainable alloy blends
- Design Compatibility
- Works with rolling and welding
- Stable during shaft hardening
- End-of-Life Options
- Higher recycled content recovery
- Extended service life
Sustainability Goals
- Lower carbon footprint
- Reduced dependence on virgin materials
- Better alignment with sustainable manufacturing targets
For operations investing in conveyor drive pulleys, switching to sustainable materials is not just about trends. It cuts emissions while keeping torque transfer and structural integrity intact. Haihui integrates sustainable fabrication concepts directly into conveyor drive pulley development, making sustainability feel practical, not forced.
IoT-enabled torque sensors for real-time monitoring
Modern conveyor drive pulley lines now rely on smart monitoring. Industry 4.0 principles are reimagining how conveyor lines function.
Smart Quality Control Architecture
- Sensor Layer – Embedded IoT sensors, high-precision torque measurement devices
- Data Layer – Cloud-based data analytics, continuous real-time monitoring
- Action Layer – Automated alerts, fabrication-line calibration adjustments
Operational Benefits
- Early torque deviation detection
- Lower rejection rates
- Stronger traceability for conveyor drive pulley batches
With connected devices and advanced sensor technology, conveyor drive pulleys shift from reactive checks to predictive control. Haihui applies predictive maintenance logic to reduce downtime, helping operations keep conveyor drive pulley production steady and stress-free.
AI-driven visual inspection in fabrication quality
Sharp fabrication sells. Blurry welds don’t.
In conveyor drive pulley manufacturing, AI inspection systems now combine machine vision and deep learning to catch tiny fabrication defects during high-speed runs.
- Detects weld porosity in real time
- Flags misalignment
- Identifies coating flaws
This automated inspection approach improves quality assurance without slowing conveyor drive pulley output.
Conveyor drive pulley fabrication today often includes custom lagging, specialty coatings, and precision machining. Image recognition tools track these variables precisely. The result? Fewer returns. Cleaner operations. Stronger reliability in engineered conveyor drive pulleys.
FAQs
What materials and pulley types work best for conveyor drive applications?
Material choice shapes performance, cost, and belt life.
- Forged 42CrMo4 shaft (CEMA D/E) → Induction hardening + high torque; ideal for mining and overland conveyors.
- Fabricated S355 shell → Welding strength for aggregate, cement, industrial applications.
- Ceramic or rubber lagging → Traction for wet/dry conditions.
- Stainless steel → Corrosive or washdown applications.
- Recycled steel content → Lower carbon targets without sacrificing durability.
Shell rolling, shaft machining, and lagging vulcanization further protect against torque fatigue and belt slip.
How do shafts, lagging, and bearings control torque transfer?
Torque behavior is engineered at two levels: material strength and fabrication precision.
Shaft system
- Shaft diameter & keyway → Define torque capacity and secure fit.
- Induction hardening (HRC 50-55) → Prevent bearing seat wear.
- Bearing fit (h7/h6) & housing → Control alignment and prevent slip.
Lagging selection
- Rubber (60-75 Shore A) → General traction, dry conditions.
- Ceramic → Extreme grip in wet/muddy conditions.
- Herringbone grooves → Water shedding, self-cleaning.
A small change in shaft diameter can shift torque capacity by 15-20%.
Why is CEMA D/E classification gaining popularity in conveyor drive pulleys?
CEMA D/E separates formula from standard duty, creating a heavy-duty torque system.
| Feature | CEMA D Advantage |
|---|---|
| Torque capacity | Higher starting torque for long overland belts |
| Shaft hardness | HRC 50-55 for bearing seat wear resistance |
| Lagging | Ceramic or high-grade rubber for traction |
| Application range | Mining, overland conveyors, high-tension systems |
For operations chasing longer belt life and CEMA compliance, CEMA D/E often becomes the turning point.
What quality control steps protect large-scale conveyor drive pulley production?
Safety failures are costly. Strong quality control prevents failures and transport issues.
- Material certification for all shaft bar stock and steel plate
- Hardness testing aligned with CEMA standards
- CEMA & ISO 9001 audits
- NDT weld inspection (100%)
- Surface finish inspection: coating, lagging, machining
From fabrication to final balancing, each checkpoint guards plant reliability.
How can OEM supply chains reduce lead time in conveyor drive pulley projects?
Speed depends on clarity and coordination.
- Clear technical specifications at project start
- Early material sourcing of forged shaft bar stock and steel plate
- Integrated fabrication (rolling, welding, hardening, lagging) during production
- Tight logistics and supply chain management between fabrication and installation
- Continuous quality control across manufacturing processes
When fabrication, manufacturing, and logistics move together, lead time shrinks—and project timelines hit the conveyor on schedule.
References
- CEMA – Conveyor Equipment Manufacturers Association
- ISO 9001 Quality Management Standards – iso.org
- ASTM E18 – Rockwell hardness testing
- ASTM E709 – Magnetic particle inspection
- NDT Weld Inspection Standards – asnt.org
- MSHA – Mine Safety and Health Administration
- OSHA – Safety Data Sheets (SDS) Guide
- DIN 53516 – Rubber abrasion testing
- Haihui – Technical specifications for conveyor drive pulleys