适用于采矿及骨料厂的电动滑轮输送机
A motorized pulley conveyor looks simple—just a drum with a motor inside. But when one unit stalls at the plant or specs don’t line up with your belt tension, your whole production line coughs and sputters like an engine running on fumes. In mining, aggregate, even cement plants, one bad batch can snowball into missed deadlines and awkward calls with the plant manager.
As CEMA noted in its 2025 Conveyor Equipment Outlook, supply chain reliability now ranks among the top concerns for U.S. mine operators. A Haihui senior engineer put it bluntly: “If you can’t trace the pulley, you can’t protect the belt.”
This isn’t about pennies per unit. It’s about staying in stock, in spec, and out of trouble.
Key Notes for Motorized Pulley Conveyor Optimization
➔ Standardize specs across shaft, shell, and lagging to ensure belt compatibility and production consistency.
➔ Employ bulk packaging and optimized palletization to reduce damage and streamline logistics.
➔ Coordinate conveyor speed with motor torque for precise belt tension and tracking.
➔ Integrate automated load monitoring and thermal protection for batch consistency and ISO-compliant QC.
➔ Sync inventory management with lead times and delivery schedules to prevent line stoppages.

5 Steps To Streamline Motorized Pulley Conveyor Sourcing
Sourcing a motorized pulley conveyor sounds simple, but once production speeds up, tiny mismatches can slow everything down. From shaft diameter to motor kW, details matter. If your motorized pulley isn’t aligned with your conveyor line, you’ll feel it fast. Here’s how smart teams keep motorized pulley supply tight and stress-free.
Step 1: Standardize Shaft, Shell, and Motor Specs
Locking specs early keeps every motorized pulley consistent.
Mechanical Control
- Shaft material: Forged 42CrMo4 or C45 bar stock
- Hardness tolerance: HRC 50-55 at bearing seats
- Straightness: ≤0.2mm/m
Motor Control
- kW rating matched to belt tension and speed
- IP rating: IP55 minimum for dusty environments
- Thermal protection for overload conditions
Structural Geometry
- Shell diameter: 315-1600mm depending on application
- Face width: Matched to belt width
- Concentricity: ≤0.5mm TIR
| Component | Typical Spec Range | Key Impact Area |
|---|---|---|
| Shaft Diameter | 50-150mm | Torque capacity |
| Motor kW | 5-500kW | Belt tension capability |
| Shell Thickness | 8-25mm | Structural integrity |
| Lagging Type | Rubber or ceramic | Traction performance |
When 海辉 standardizes these specs, every motorized pulley runs smoother on automated conveyors, and field failure rates drop.
Step 2: Leverage Bulk Packaging and Palletization Best Practices
Shipping motorized pulleys isn’t just logistics—it’s risk control.
Inner Protection
- Shaft support cradles prevent bending
- Foam padding protects motor housing
Pallet Pattern Design
- Cross-stack method for weight balance
- Stretch wrap tension control
- Corner board reinforcement
Container Optimization
- Maximize crate density
- Reduce void space
A well-packed motorized pulley shipment cuts warehouse handling time. With 海辉, pallet layouts are tested under ASTM D4169 vibration conditions, keeping every motorized pulley round and ready for installation.
Step 3: Sync Conveyor Speed and Motor Torque for Efficiency
When conveyor speed and motor torque fall out of sync, trouble starts. Belts slip. Motors overheat. Output drops.
Match:
- Conveyor belt speed (m/s) to motor RPM
- Starting torque to belt tension requirements
- Motor kW to load profile
Then test the motorized pulley under real load conditions. A tight match between motor power and conveyor demand keeps cycle times steady. 海辉 engineers often run joint calibration trials so customers avoid awkward mid-shift shutdowns.
Step 4: Embed Thermal Protection and Load Monitoring into QC
Quality control should feel routine, not dramatic.
Inline Testing
- Thermal imaging for motor temperature
- Load monitoring for torque spikes
Mechanical Validation
- Dynamic balancing (G-16 minimum)
- Concentricity check (≤0.5mm TIR)
Documentation
- ISO-certified traceability
- Batch coding alignment
Every motorized pulley must pass dimensional checks before shipping. Even small shaft runout affects belt tracking. Reliable motorized pulley sourcing means batch data is easy to track and compare across production runs.
Step 5: Align Inventory Management with Delivery Schedule
Inventory gaps hurt more than most teams expect. One delayed motorized pulley can freeze a whole conveyor line. Supply chain risk management suggests proactive buffer stock.
Keep it simple:
- Set safety stock based on average weekly usage
- Match supplier lead time with production forecasts
- Review turnover monthly
A steady flow of motorized pulleys keeps working capital healthy. With coordinated planning and support from 海辉, businesses avoid panic orders and keep every motorized pulley arriving right on cue.
Single Vs. Multiple Motorized Pulley Suppliers
Choosing between one or several partners for your motorized pulley supply shapes cost, speed, and risk exposure. From sourcing a simple motorized drum to scaling custom kW ratings, strategy matters more than hype.
Single Suppliers
Relying on one motorized pulley manufacturer can feel clean and easy. Fewer calls. Fewer specs. Less chaos around your motorized pulley program.
Specification Control
- Dimensional consistency: shaft diameter, shell thickness
- Motor standardization: kW ratings, IP ratings
- Lagging alignment: groove patterns, durometer
Traceability & Quality
- Unified batch coding for every motorized pulley
- Centralized defect analysis
- Faster corrective action loops
Commercial Alignment
- Long-term pricing framework
- Volume rebate tiers
- Forecast-based capacity reservation
Here’s a simplified cost-risk snapshot for a yearly 100-unit motorized pulley volume:
| Factor | Single Supplier | Risk Level | Cost Impact (%) |
|---|---|---|---|
| Unit Price Stability | High | Low | -3% to -5% |
| Supply Disruption | Medium | High | +8% |
| Quality Variance | Low | Low | -2% |
| Negotiation Flexibility | Medium | Medium | ±3% |
The catch? Dependency. If logistics freeze or capacity tightens, your conveyor line slows down fast. That’s why operations working with 海辉 often lock in sustainability and safety stock agreements and dual-tooling backups, even under a single-source model.
Multiple Suppliers
Using multiple suppliers spreads risk. It also adds moving parts, so things can get messy if not managed right.
- Competitive bidding keeps the motorized pulley price sharp
- Regional sourcing cuts freight time
- Backup suppliers reduce shutdown panic
Still, compatibility is king. A 5mm shaft diameter gap between two motorized pulleys can jam high-speed conveyors. So teams usually:
- Align technical drawings
- Run cross-line validation tests
- Freeze shared tolerances
- Audit motor compatibility
Then comes ongoing control:
- Shared QA checklist
- Monthly dimensional reports
- Unified torque testing
Operations scaling fast often split supply 70/30. Core volume stays stable; overflow shifts flexibly. With 海辉, buyers can maintain multi-source security while keeping one technical benchmark for every motorized pulley in circulation.
At the end of the day, it’s not about one vs. many. It’s about control. If your motorized pulley fits perfectly, tracks true, and runs reliably, you’re already ahead.

Motorized Pulley Conveyor Traceability In 6 Stages
A motorized pulley may look simple, yet every unit carries layers of data. From steel bar stock to final belt drive, tracking a motorized pulley keeps quality steady and risks low. Here’s how smart traceability works in real life.
Stage 1: Tracking Raw Materials from Steel Bar Stock to Motor Windings
A motorized pulley starts long before assembly.
Raw Material Sourcing
- Shaft bar stock: 42CrMo4 or C45
- Supplier batch code verification
- Hardness testing records
Motor Components
- Copper windings: gauge and insulation
- Magnets: grade and magnetic strength
- Bearings: brand and clearance (C3/C4)
Shell Fabrication
- Steel plate: S355 grade
- Plate thickness tolerance (±mm)
- Weld inspection logs
At 海辉, each batch ID links directly to the final motorized pulley, keeping the unit traceable down to the steel mill.
Stage 2: Monitoring Fabrication, Assembly, and Testing Steps
Even a motorized pulley used for standard conveyors must be production-ready.
- Shell rolling and welding
- Shaft machining and hardening
- Motor insertion and alignment
- Bearing fitment and sealing
Key checkpoints include:
- Hardness verification (HRC 50-55)
- Concentricity measurement (≤0.5mm TIR)
- Motor winding resistance test
- No-load current draw
Small numbers matter. A 0.1mm shaft runout can affect how a motorized pulley performs once under load.
Stage 3: Documenting Motor and Drive Assembly from Motor to Lagging
Conveyor performance depends on tight control.
Motor System
- kW rating: matched to belt tension
- RPM: synchronized with conveyor speed
- Thermal protection: thermistor or thermocouple
Drive Components
- Lagging: rubber or ceramic, groove pattern
- Seals: labyrinth or contact
- Bearings: C3 or C4 clearance
Each motorized pulley is paired with compatible drive specs, ensuring the unit performs smoothly after installation.
Stage 4: Recording QC Metrics—Torque Testing to Thermal Imaging
Testing is data-driven, not guesswork.
Mechanical Validation
- Dynamic balancing (G-16 minimum)
- Concentricity check (≤0.5mm TIR)
Motor Validation
- Torque output: matched to design spec
- Thermal imaging: no hot spots
| Test Item | Standard Range | Sample Size | Failure Limit |
|---|---|---|---|
| Torque Output (Nm) | ±5% of spec | 5 units | ≥1 fail |
| Dynamic Balancing | G-16 | 100% | 0 fail |
| Temperature Rise (°C) | ≤65 | 5 units | ≥1 fail |
| No-load Current (A) | ±10% of spec | 5 units | ≥1 fail |
Every motorized pulley leaving 海辉 passes recorded ISO 9001 metrics.
Stage 5: Logging Logistics Events from Warehousing to Container Shipping
Traceability continues after production.
Warehousing
- Humidity control records
- Stacking height limits
- FIFO batch coding
Container Shipping
- Container ID
- Loading date
- Shaft support placement
- Port of discharge
For a motorized pulley, shaft bending can start from poor storage. That’s why motorized pulley logistics data stays attached to each shipment.
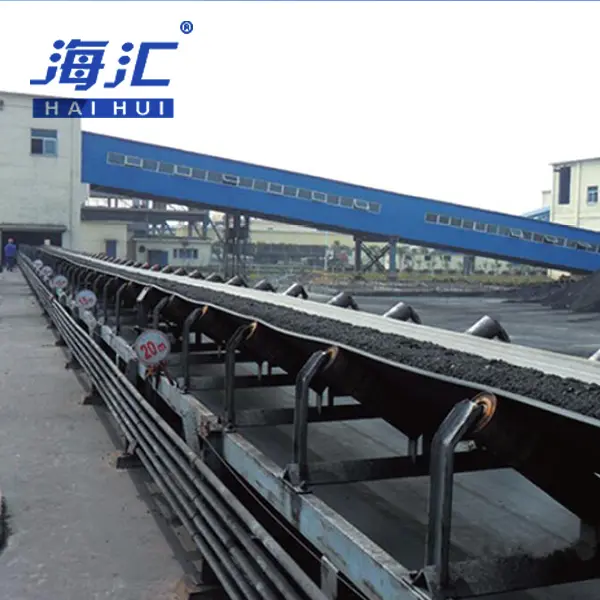
Stage 6: Verifying End-Use in Mining, Aggregate, and Cement Plants
Final use shapes compliance.
- Mining: overland conveyors, longwall
- Aggregate: quarry belts, crusher feed
- Cement: kiln feed, clinker conveyors
Each motorized pulley is reviewed for:
- Torque compatibility per CEMA standards
- Lagging durability
- MSHA compliance (underground)
From steel bar stock to finished application, the motorized pulley journey stays transparent. And that’s how a simple motorized pulley earns trust in markets worldwide.
FAQs
What specifications should buyers confirm before ordering a motorized pulley conveyor?
A small mismatch can stop an entire conveyor line. Before placing volume orders, confirm:
Mechanical & strength
- Shaft material and hardness (HRC 50-55)
- Shell thickness and concentricity (≤0.5mm TIR)
- Motor kW rating matched to belt tension
Critical components fit
- Shaft diameter for bearing fit
- Lagging type for traction
- Sealing for dust and moisture protection
Motor protection
- Thermal protection for overload conditions
- IP rating (IP55 minimum)
- Voltage and phase compatibility
Dimensional accuracy is not a detail—it protects torque transfer, belt tracking, and daily production rhythm.
How does quality control protect motorized pulley performance under load?
When torque meets belt tension, there is no room for doubt. Reliable manufacturers combine process discipline with measurable proof:
Manufacturing checkpoints: shell rolling, shaft hardening, motor insertion, lagging application
Performance validation: torque testing, thermal imaging, dynamic balancing
Documentation: ISO certification records and batch consistency tracking
Each shaft, shell, and motor winding must withstand design torque without distortion. A single weak component can ripple across mining, aggregate, or cement operations. Strong QC keeps risk contained and reputation intact.
Why are palletization and supply planning critical for bulk motorized pulley orders?
Large orders move through a chain that is as sensitive as the pulley itself.
Protection during movement
- Shaft support cradles shield bearings
- Bulk packaging reduces impact during container shipping
- Moisture control preserves motor windings and lagging
Operational continuity
- Coordinated delivery schedule with installation timeline
- Smart inventory management aligned with conveyor demand
- Backup suppliers to secure critical operations
In high-volume mining or aggregate plants, supply gaps echo loudly. Careful customization and logistics planning keeps shafts, motors, and lagging flowing in step.
References
- CEMA – Conveyor Equipment Manufacturers Association standards
- ISO 9001 Quality Management – iso.org
- ASTM D4169 Standard Practice for Performance Testing of Shipping Containers – ASTM
- PMMI – 2025 State of the Industry: Packaging Machinery
- McKinsey & Company – Supply Chain Risk Management
- Smithers – Packaging Market Reports & Analysis
- The Aluminum Association – Aluminum Can Industry Standards
- ScienceDirect – Propellants for Aerosol Delivery Systems
- Harvard Business Review – A New Approach to Supply Chain Risk
- DOT PHMSA – Shipping Hazardous Materials: Aerosols
- EPA – Technical Overview of Volatile Organic Compounds
- United Nations – The Globally Harmonized System of Classification and Labelling (GHS)
- Haihui – Technical specifications for motorized pulley conveyor