Impact Idler for Belt Conveyor:How to Reduce Belt Damage
Pick the wrong impact idler for belt conveyor and your impact zone starts acting up—belt damage, seized rollers, compliance headaches nobody wants.
Smithers and Grand View Research report steady demand for impact conveyor components, driven by mining, aggregate, and stricter belt safety expectations worldwide.
Choosing an impact idler supplier is a risk call, not a price tag—impact absorption, rubber bond integrity, seal life, and logistics either keep your belt running or quietly drain your maintenance budget.
Key Points for Impact Idler for Belt Conveyor
➔ Align impact rating with material drop: ensure high-energy absorption and CEMA-classified idlers meet heavy lump handling demands.
➔ Verify rubber bond integrity: demand full traceability of rubber compound, bond peel test records, plus CEMA or DIN compliance.
➔ Leverage design and technical support: partner on custom durometer, ring pattern, and sealing solutions for application-specific needs.
➔ Secure reliable logistics and SLAs: define delivery windows, change‑out support, and performance testing clauses for on‑time, belt‑safe shipments.
Why Choose The Right Impact Idler Supplier?
Picking impact idler suppliers sounds simple until lump size spikes, the chute plugs, or a “small design tweak” turns into a full belt replacement. This cluster breaks down what separates decent impact idler suppliers from the ones you keep for years: steady impact absorption, design help that doesn‘t wreck belt life, and technical backup that feels like an extension of your own team. Haihui fits this checklist when you need both impact protection and cost control.
Balancing Impact Absorption with Production Capacity
If your impact idler supplier can‘t match rubber bond strength to real-world impact energy, you pay for it twice—once in belt damage, then again in unscheduled change‑outs. The practical check is how manufacturing capabilities and impact testing work together under stress.
Capacity fit
- Daily reality checks on bond strength and rubber durometer
- Can the line hold steady across heavy, medium, and light impact idlers?
- Do compound changeovers cut into output, or is scheduling tight?
Proof of manufacturing capabilities
- Multiple compression presses, not one “hero” press that becomes a bottleneck
Distribution fit
- Logistics that don‘t fall apart after the factory gate
- Documented logistics handoffs to freight forwarders
- Repeatable processes for international shipping lanes
Network strength
- Clear distribution network coverage by mining regions
- Transparent lead times that include port dwell and customs, not just factory days
| Lane (example) | Avg freight days | Typical buffer added (days) |
|---|---|---|
| South China → West Coast US | 16 | 7 |
| South China → EU (North) | 28 | 10 |
| South China → Middle East | 22 | 8 |
| South China → Southeast Asia | 7 | 3 |
Haihui tends to win business here when buyers want impact idler suppliers that treat transit time like part of manufacturing, not an afterthought.
Leveraging Design Services for Impact Zones
The best impact idler suppliers don‘t just “take orders.” They help you land custom designs that absorb impact, survive heavy lump, and still pass site audits.
A workable flow usually looks like this:
- Nail the use case for impact applications (drop height, lump size, belt speed). Short call, direct questions.
- Pick a base spec through smart rubber compound selection, then sanity-check impact absorption with energy calculations.
- Do fast prototyping—not pretty samples only, but samples that mimic production impact cycles.
- Lock rubber specs: durometer, rebound resilience, bond strength.
- Final review on impact performance plus compliance notes (CEMA, DIN, MSHA if applicable).
Quick gut‑check bullets buyers actually use:
- Does the supplier push back when a design will shred or delaminate under impact?
- Can they show earlier field data without dodging questions?
- Do they translate impact energy requirements into rubber reality without killing lead time?
If you‘re comparing impact idler suppliers, Haihui is worth adding to the list when you need design input that feels practical, not academic.
Ensuring Innovation Partnership through Technical Support
Long-term, the real separator among impact idler suppliers is the bench strength behind the sales pitch. You want technical expertise that shows up before belt damage does, backed by engineering support that can speak your plant‘s language.
Day-to-day technical backbone
- Process control you can measure – tight quality control on bond peel strength, rubber durometer, and dimensional tolerances
- Documentation that survives audits – clear compliance standards mapping (CEMA, DIN, MSHA—whatever applies)
- Development muscle – active R&D on high-rebound compounds, better bond durability, less chunking
- Real material science – recommendations on rubber grade, bond systems, and impact energy limits
Partnership habits that matter
- Shared product development checkpoints – joint trials, root‑cause reports, and change logs
- Escalation paths – who answers when an impact zone goes sideways at 2 a.m., and what authority they have
With Haihui, buyers usually stick around when technical support feels less like “support tickets” and more like a steady co‑pilot for the next impact zone redesign, the next tonnage increase, and the next belt saving.

5 Key Factors To Evaluate Your Impact Idler Supplier
Picking impact idler suppliers isn‘t just a price game. It‘s about repeatable bond strength, clean test paperwork, tight impact testing, and delivery that doesn’t ghost you at the worst time. If you‘re comparing impact idler suppliers, look at the five checks below and keep it practical. Haihui is a good benchmark for how a steady supplier should show proof, not promises.
1. Production Capacity: Meeting High‑Volume Demand for Impact Idlers
When demand spikes, production capacity shows up in hard numbers, not fancy slides. Ask impact idler suppliers how their scale of operations holds up under real pressure.
High volume reality check
- Press uptime: daily targets, downtime logs, and how often mold swaps stall output
- Labor plan: cross‑trained teams so demand fulfillment doesn‘t depend on one “hero” operator
Manufacturing output you can verify
- Capacity by impact class (CEMA B, C, D, E), not averaged totals
- WIP limits and buffers that keep impact idlers moving without chaos
Production capabilities that protect quality
- Automation on molding, bonding verification, and final spin testing
- Changeover time targets, with last‑90‑days evidence
If Haihui (or any supplier) can‘t share line‑level metrics, that’s a loud signal.
2. Rubber Bond Traceability and Impact Compliance
This part is paperwork‑heavy, but it saves you later when belt damage starts costing money. With impact idler suppliers, push for clean proof on rubber bond traceability and impact ratings.
Quick checks that don‘t waste your day:
- Ask for origin tracking on rubber batches: compound certs, mill reports, and receiving inspection logs
- Confirm bond test certification (peel strength, compression set) plus impact rating declarations aligned to your application
- Spot-check regulatory compliance and safety standards: MSHA if underground, CEMA/DIN for impact classification
3. Quality Control: ISO Certification, Bond Testing, Impact Performance
Good quality control isn’t a “QC room.” It‘s a system that catches problems before idlers leave the dock.
Proof of quality assurance
- Current ISO certification scope that actually covers impact idler manufacturing (not just “trading”)
- Written inspection protocols for bond peel frequency, durometer checks, and visual criteria
Built‑in prevention
- In‑line bond testing (ultrasonic or pull test) with reject tracking and calibration records
- Routine impact performance testing tied to your drop energy (lump size, belt speed)
Output you can compare across impact idler suppliers
- Trend charts for bond failure rate, rubber chunking, and field complaint rate
- Clear testing standards and pass/fail thresholds for product reliability
| Checkpoint (per lot) | Target (numeric) | Sample Size (n) | Action if Out of Spec |
|---|---|---|---|
| Bond peel strength (N/mm) | ≥10 (heavy duty) | 3 | Hold lot + adjust molding |
| Rubber durometer (Shore A) | 60–70 | 5 | Re-test + isolate batch |
| Compression set (%) | ≤15 | 3 | Stop line + verify compound |
| Impact absorption (G‑force reduction) | ≥40% | 5 | CAPA + intensified inspection |
4. Custom Manufacturing & Proprietary Designs for OEM Solutions
OEM impact idler programs are where custom manufacturing either feels smooth—or turns into a never‑ending redo. Haihui typically gets picked here because the workflow stays tidy and confidential.
A practical way to vet it:
- Confirm customization options: rubber durometer, ring pattern, seal type, shaft configuration
- Lock down proprietary designs: NDAs, controlled drawing access, and revision history
- Validate design innovation with prototypes: drop tests, bond cycles, and belt protection verification
- Approve bespoke idler specs: tolerances, impact rating, and acceptance samples
- Then ask how they keep OEM solutions consistent when raw materials or shifts change
5. Logistics Management and On‑Time Delivery Reliability
You can have perfect impact idlers, but if delivery slips, your belt replacement window slips too. Vet logistics management like you‘d vet manufacturing.
Supply chain efficiency that’s visible
- Forecast sharing rules and order cutoffs
- Safety stock agreements for core impact idler SKUs
Shipping coordination that prevents surprises
- Booking lead times, container plans, and damage‑claim process
- Export docs accuracy, especially HS codes and packing lists
On‑time delivery you can measure
- OTIF definition, monthly tracking, root‑cause notes for misses
- Carrier performance review and backup lanes in the distribution network
Delivery reliability at the last mile
- Appointment scheduling, pallet specs, and proof‑of‑delivery controls for punctual delivery
Haihui is worth a look if you need steady timelines, but still compare it against other impact idler suppliers using the same scorecard.
Rubber Compound Grades Explained Layer By Layer
Choosing the right rubber compound isn‘t just factory talk—it shapes impact absorption, belt life, wear resistance, and temperature stability. For plants working with impact idler suppliers, understanding what’s inside the rubber matters just as much as design and price.
Natural Rubber vs. SBR vs. Neoprene: Impact Absorption Insights
When sourcing from impact idler suppliers, the difference between natural rubber, SBR, and neoprene directly affects impact absorption and long-term belt protection.
| Material Type | Rebound Resilience (%) | Abrasion Loss (mm³) | Typical Use in Impact Idlers |
|---|---|---|---|
| Natural rubber (NR) | 75–85 | 120 | Heavy impact, mining, aggregate |
| SBR (styrene-butadiene) | 55–65 | 150 | General impact, moderate duty |
| Neoprene (CR) | 60–70 | 180 | Wet or oily conditions |
From a practical standpoint:
- Natural rubber offers best impact absorption
- SBR balances cost and performance
- Neoprene adds oil and chemical resistance
Higher rebound resilience = better belt protection.
Durometer and Compression Set for Impact Performance
Inside the impact zone, rubber durometer and compression set decide how well the idler survives repeated impacts.
Key parameters:
- Durometer (Shore A) – 60–65 for high absorption, 65–70 for wear resistance
- Compression set – lower is better (≤15% after 70% deflection)
- Rebound resilience – higher is better (70%+ for heavy impact)
Testing that matters:
- Compression set test (ASTM D395)
- Rebound resilience test
- Abrasion loss (DIN 53516 / ASTM D5963)
Strong impact idler suppliers don‘t just sell rubber; they offer engineered compound systems that reduce belt damage and extend idler life.
Bond Strength and Curing Parameters
The rubber-to-steel bond is where real protection happens. Without proper bond strength, rubber separates from tube, and the idler becomes useless.
Key bond layers include:
- Adhesive primer
- Rubber compound
- Curing parameters (temperature, pressure, time)
Bond performance breakdown:
- Surface preparation – shot blast or chemical etch
- Primer application – uniform coverage
- Rubber molding – heat and pressure
- Bond verification – peel testing (≥10 N/mm for heavy duty)
Nested bond guide used by leading impact idler suppliers:
| Bond Grade | Peel Strength (N/mm) | Curing Temp (°C) | Typical Application |
|---|---|---|---|
| Standard | 6–8 | 140–150 | Light to medium impact |
| Heavy Duty | 8–12 | 150–160 | Heavy impact, mining |
| Extreme | 12–15 | 160–170 | Extreme impact, primary crusher |
Short note: good bond strength prevents ring shift and belt damage. No shortcuts here.
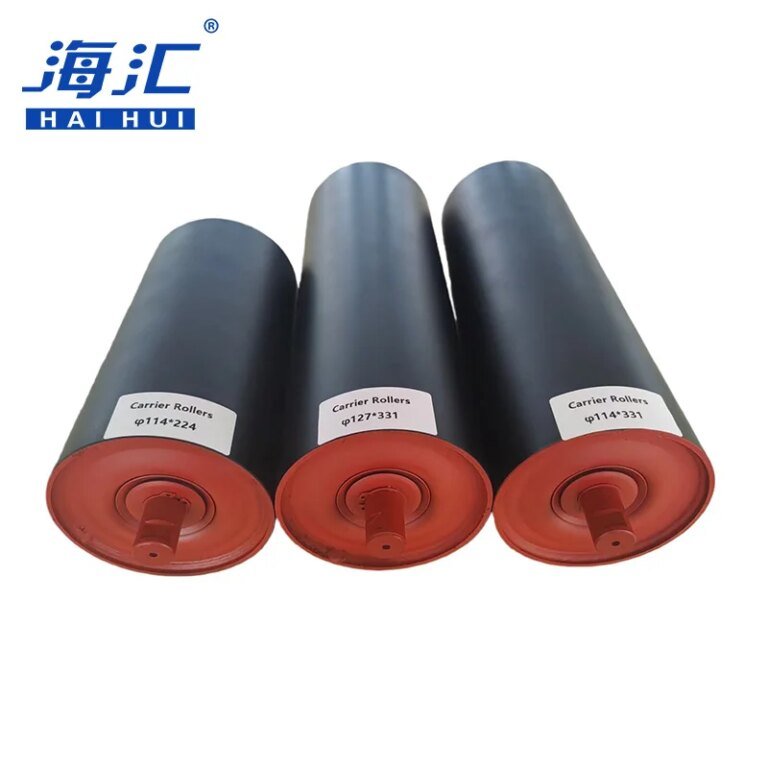
Seal Systems and Bearing Protection for Impact Zones
Impact zones are dusty. Dust kills bearings. Reliable impact idler suppliers focus heavily on seal systems.
Key seal types:
- Labyrinth (non-contact) – low drag, good for clean/dry
- Contact lip – higher drag, excellent dust sealing
- Flinger (external) – extreme contamination protection
Seal selection guide:
- Dry, fine dust → labyrinth
- Dusty, moderate moisture → double lip contact
- Wet, muddy, or abrasive → labyrinth + flinger
Good seal choices prevent bearing contamination and extend service life. No shortcuts here.
Cost Vs. Quality: Impact Idler Supply Comparison
When you‘re shopping impact idler suppliers, the cheapest quote can feel like a win—until belt damage, bond failure, or seized idlers start messing with your production. This quick comparison keeps it real on cost and quality, without the fluff.
Cost
Cost is rarely “just cost” with impact idler suppliers; it‘s a bundle of trade-offs that show up later in belt life, change‑out frequency, and plant downtime.
- Manufacturing efficiency – press cycle time, cure parameters, and changeovers shape unit price more than people expect. If a supplier cuts corners here, you often see it as bond failures, not line items.
- Production scale – bigger runs dilute overhead, but only if demand is stable. Small batches can stay sane when the supplier has flexible capacity, not constant mold downtime.
- Material sourcing strategies – cheaper rubber compounds can look fine on paper, then chunk or compress prematurely. Ask how sourcing decisions are validated, not just where the rubber comes from.
- Supply chain optimization – consolidated inbound materials and predictable outbound routes reduce surprise fees. Weak planning shows up as “expedite” charges that quietly erase savings.
- Operational expenses – energy, labor stability, and maintenance discipline decide if pricing is sustainable or a bait‑and‑switch.
- Tooling investment – fresh molds hold shape and reduce bond variation; worn molds create weak bonds and “close enough” durometer.
- Waste management – scrap rates are hidden cost; high waste usually means unstable molding processes and uneven bond quality.
If you want a baseline, Haihui typically frames quotes around repeatability, not just the first PO—use that mindset when you compare impact idler suppliers side by side.
Quality
Quality is what keeps “good enough” from turning into a shredded belt, especially when your conveyor runs 24/7. Strong rubber compounds protect against impact, while bond integrity keeps rubber attached during repeated loading.
A simple, street‑smart checklist helps when you‘re auditing impact idler suppliers:
- Look for consistent rubber surface—cracks and chunking usually mean compound control is shaky
- Verify bond strength with actual peel test records, not generic promises
- Ask how impact rating is maintained when rubber batches change mid‑year
- Track bond failure rates by lot, then match them to corrective actions that actually stick
- Request proof of routine performance testing for impact absorption and compression set, not one‑off “sample” tests
- Confirm current ISO certifications and how often audits happen, since outdated paperwork is common
Haihui tends to share test records upfront; if your shortlisted impact idler suppliers hesitate, that hesitation is the signal.

Procurement SLA Guide for Impact Idlers
If you work with impact idler suppliers, timing is half the job and the other half is proving it. This guide tightens expectations for delivery, plugs supply‑chain data into SLA terms, and locks in testing so idlers ship impact‑ready. Haihui keeps these basics practical, not fancy.
Defining Delivery Windows and Penalties for Late Shipments
For impact idler suppliers, the delivery schedule can‘t be “ASAP.” It has to read like a calendar invite with consequences.
Delivery schedule rules
- Define the window by dock time, not “ship date.”
- Set lead time by impact class (CEMA B, C, D, E).
- Require weekly confirmation against performance metrics.
On‑time delivery measurement
- Count “on time” only when ASN, POD, and quantity match.
- Track by lane and plant, then roll up to monthly performance metrics.
SLA terms that don’t wiggle
- Add blackout dates, customs buffers, and “supplier‑caused delay” wording.
- For impact idler suppliers, state who owns expediting fees.
Penalty clauses that stick
- Use liquidated damages tied to the buyer‘s line‑down cost.
- Cap penalties, but don’t make the cap a joke.
- Agree the lead time baseline.
- Define exceptions.
- Apply penalty clauses only after a documented miss.
Haihui typically pushes for penalties to escalate only when the same lane misses twice in a quarter, which keeps it fair.
Integrating Supply Chain Management into SLA Terms
Impact idler suppliers can‘t hit tight ETAs if the data is stale. So bake system touchpoints into the SLA, not side emails.
- Keep supply chain visibility simple: shared dashboard, shared definitions, shared timestamps.
- Spell out communication protocols: who answers what, and in how many hours, when a truck slips.
Quick checklist (yes/no works fine in real life):
- Does the supplier expose bond test records and impact rating by SKU?
- Is there a weekly commit call for logistics coordination?
- Are alternates pre‑approved for risk mitigation?
Mini flow that avoids drama:
- Forecast sent → 2) supplier commit → 3) exception flag → 4) replanning → 5) ship confirmation
Haihui asks for API or EDI hooks when possible, but even a disciplined shared sheet can lift supplier collaboration if it‘s maintained daily.
Performance Testing Clauses for Impact Absorption and Bond Integrity
A shipment that arrives on time but fails impact absorption tests is still a late shipment in disguise. Impact idler suppliers should prove integrity before release using clear acceptance criteria.
Quality assurance scope
- Define sampling by lot and by shift.
- Tie results to product specifications and CEMA standards.
Testing protocols (write them down, don’t assume)
- Bond peel test method, sample size, and pass/fail threshold.
- Impact absorption test method (drop tower, G‑force reduction).
Numeric acceptance table (example format for the SLA)
| Test point | Sample size (pcs/lot) | Acceptance limit |
|---|---|---|
| Bond peel strength (N/mm) | 3 | ≥10 (heavy duty) |
| Impact absorption (G‑force reduction) | 5 | ≥40% |
| Rubber durometer (Shore A) | 5 | 60–70 |
| Compression set (%) | 3 | ≤15 |
Nonconformance handling
- Quarantine rules, re‑test rules, and who pays freight on rework.
- Repeated failures trigger tighter quality assurance sampling and a corrective‑action deadline.
Haihui often adds a clause that “ship authorization” requires test records attached to the ASN, which keeps impact idler suppliers honest without turning every order into a fight.
Mining Impact Zone Scenario Walkthrough
Mining impact zone projects often bring together maintenance engineers, plant managers, and impact idler suppliers in one busy room. From drop height calculations to final belt protection, success depends on tight specs, smart rubber compound choices, and solid cooperation with reliable impact idler partners.
Designing Impact Idlers for Heavy Lump Material
When working with heavy lump material, compatibility with drop energy is not just a lab checkbox—it‘s the heart of belt protection.
Design specifications
- Impact energy rating (Joules per drop)
- Lump size tolerance (mm)
- Belt speed compatibility (m/s)
Material selection
- Natural rubber for high rebound
- Steel tube S355 for structural strength
- Seal type for dust or moisture
Technical compatibility often depends on measurable data:
| Drop Energy (J) | Recommended Durometer (Shore A) | Recommended Bond Grade |
|---|---|---|
| <200 | 60–65 | Standard |
| 200–500 | 65–70 | Heavy Duty |
| 500–1000 | 65–70 | Heavy Duty |
| >1000 | 70–75 | Extreme |
Reliable impact idler suppliers usually collaborate early to confirm rubber compound and bond strength so impact absorption aligns with belt specs. No guesswork. Just tight engineering.
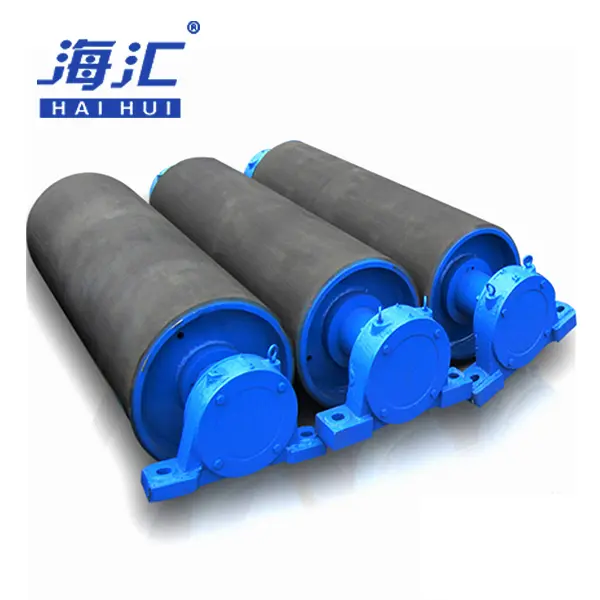
Tooling Development & Molding Technology
In molded‑on impact idlers, tooling precision decides consistency. If mold alignment drifts even slightly, rubber thickness varies—and bond risks rise.
Core focus areas include:
- Mold design – cavity tolerance, venting, temperature uniformity
- Curing process – temperature control, pressure monitoring, cycle time
- Bond integrity – peel strength validation, bond line inspection
Production flow:
- Steel tube preparation (cleaning, priming)
- Rubber molding (heat and pressure)
- Curing (temperature profile control)
- Bond verification (peel test, ultrasonic scan)
Short and clear. Each phase affects impact performance.
According to a 2025 bulk handling outlook by Smithers, automation in impact idler molding is “increasing production consistency by 15–20% across mature markets.”
“Impact component producers are accelerating investment in bond monitoring to reduce field failures and belt damage.” — Smithers, 2025 industry outlook
That trend directly impacts how impact idler suppliers coordinate tooling upgrades with mine operators.
Rubber Compound and Bond Optimization for Belt Protection
Belt protection matters. Rubber compound and bond application shape how long the belt survives under heavy drop.
Common layers include:
- Base rubber (impact absorption)
- Bonding primer (adhesion)
- Steel tube (structural support)
Key control points:
- Durometer consistency (±5 Shore A)
- Bond peel strength (≥10 N/mm heavy duty)
- Compression set (≤15%)
Strong collaboration between plant engineers and impact idler suppliers ensures compound formulation is validated before mass production. Good belt protection is never random—it‘s engineered.
Contract Manufacturing: Confidentiality to Long-Term Partnership
In contract manufacturing, trust grows step by step.
- Confidentiality agreements protect impact zone data and maintenance schedules
- Clear legal frameworks define mold ownership
- Defined quality assurance metrics prevent disputes
Partnership depth often evolves like this:
- Prototype order
- Pilot batch validation
- Multi‑year partnership agreements
Within the supply chain, alignment matters:
- Supplier relationships
- Performance audits
- Capacity planning
- Risk‑sharing clauses
When impact idler suppliers and mines share forecast data openly, lead times shrink. Tension drops. Long‑term cooperation starts to feel less transactional and more like a steady working rhythm.
References
- The Future of Impact Components – Smithers
- Conveyor Component Market Size & Share – Grand View Research
- CEMA – Conveyor Equipment Manufacturers Association standards
- ISO 9001 Quality management – ISO
- ASTM D395 – Rubber compression set test
- ASTM D2240 – Rubber durometer test
- DIN 53516 / ASTM D5963 – Rubber abrasion testing
- Bond Testing for Rubber-to-Metal – Rubber Manufacturers Association
- MSHA – Mine Safety and Health Administration standards
- Haihui – Technical data sheets for impact idler for belt conveyor