用于采矿和骨料输送机驱动的电动头轮
A motorized head pulley looks simple—until a failed motor winding trashes a whole conveyor line and your phone won’t stop buzzing. In mining and aggregate operations, one weak torque component can cost more than the drum itself. Plant managers don’t want drama; they want proof—CEMA-compliant materials, tight seals, zero surprises.
“Conveyor components must be reliable and maintainable,” CEMA states under its equipment standards. Grand View Research reports the global conveyor component market topped $40 billion in 2024—serious money riding on doing it right.
So here’s the real question: is your motorized head pulley built to pass inspection—or just pass the eye test?
Quick Answers: Motorized Head Pulley Essentials
➔ Material Compliance: Ensure CEMA-compliant forged shafts (42CrMo4) with proper hardness (HRC 50-55) and S355 shells for structural integrity.
➔ Motor & Drive Integrity: Choose IE3/IE4 motors with thermal protection and IP66+ sealing; test by load, temperature, and vibration methods; include torque monitoring for safety.
➔ Quality Standards: Verify ISO certification, CEMA compliance, and documented QC protocols for batch traceability and motor testing.
CEMA Standards For Motorized Head Pulleys
Safe and reliable conveyor operation is serious business, and motorized head pulleys sit right at the center of it. From overland mining belts to aggregate transfer points, the right motorized head pulley must meet CEMA rules, material science basics, and practical drive standards—no shortcuts, no guesswork.
Material Requirements in CEMA Standards
Under CEMA standards, manufacturers of motorized head pulleys must align with equipment design practices tied to structural integrity and drive reliability. Compliance moves in layers:
Material Qualification:
- Base metal: Forged 42CrMo4 shaft (certified) or fabricated S355 shell.
- Interior protection: Induction hardening (HRC 50-55) for bearing seats; case depth 3-5mm.
- Motor components: Verified windings, magnets, and bearings cleared for continuous operation.
Manufacturing Controls:
- Precision fabrication areas to prevent tolerance drift.
- Hardness testing in Rockwell C cycles.
- Preventive control plans with documented FMEA analysis.
Traceability & Documentation:
- Supplier approval records.
- Batch coding on every motorized head pulley.
- Performance testing for torque and temperature.
A brand like Haihui aligns its motorized head pulley production with these layered controls, keeping conveyor drives legally safe and audit-ready.
Evaluating Motor & Drive Specifications
Motor performance isn’t just about kW rating on a tag. It’s numbers, windings, and seals working together in a motorized head pulley.
Motor Composition Review:
- IE3/IE4 efficiency grades.
- Uniform winding resistance.
- Verified magnet grade.
Drive Assessment:
- Torque capacity matched to belt tension.
- IP sealing rating (IP66 minimum for dusty/wet).
- Thermal protection for overload conditions.
Performance Validation:
- Load testing (torque vs. current draw).
- Temperature rise monitoring (≤65°C typical).
- Vibration analysis for balance verification.
| Parameter | Standard Range | Test Method | Acceptance Criteria |
|---|---|---|---|
| Motor Efficiency | IE3/IE4 (92-97%) | Load test | ±2% of rated |
| Shaft Hardness (HRC) | 50-55 | Rockwell C | ±2 HRC |
| Temperature Rise (°C) | ≤65 | Thermocouple | ≤65 |
| IP Rating | IP66 minimum | Ingress test | No dust/water ingress |
Choosing the right motor and drive keeps motorized head pulleys from overheating during peak loads or failing under starting torque. Haihui applies controlled specification matching to conveyor duty, so a motorized head pulley for a long overland belt differs from one built for a short transfer conveyor.
Drive Attributes: Direct Drive vs. Belt/Chain Drive
Closure style changes everything about torque transfer.
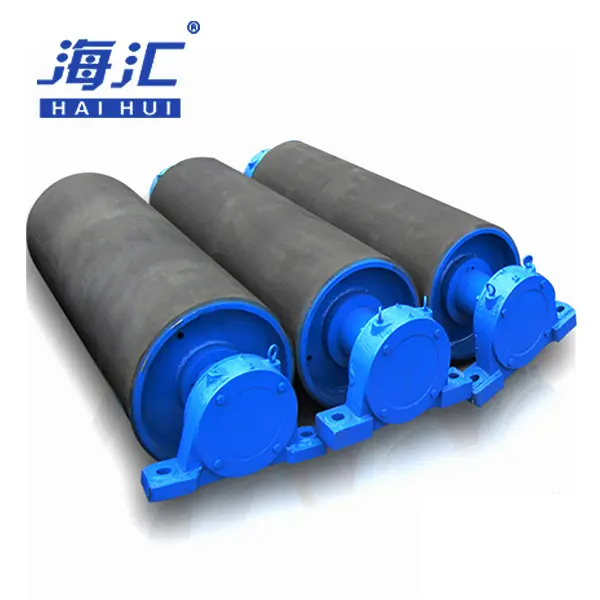
Direct Drive (Motorized Pulley):
- Motor and gearbox sealed inside the drum.
- Strong torque transfer for high-tension applications.
- Higher reliability with fewer external components.
- Supports formal safety guarding compliance.
External Drive (Motor + Belt/Chain):
- Motor and gearbox mounted externally.
- Flexible speed adjustment.
- Often used for standard or retrofitted conveyors.
- Works well with existing drive frames.
Compliance checkpoints for both:
- Keyway alignment.
- Torque or pull-force measurement.
- Compatibility with bearing and seal materials.
For brands using motorized head pulleys in mining, drive choice isn’t just style—it shapes safety perception and real-world performance.
Quality Standards — ISO Certification & CEMA Compliance
Quality goes beyond efficiency rules. Global buyers look for structured systems behind every motorized head pulley.
ISO certification:
- Verified ISO 9001 quality management systems.
- Controlled manufacturing practices.
- Continuous audit cycles.
CEMA compliance:
- Monitoring design and performance standards.
- Proof of material safety.
- Alignment with industry regulations.
Documentation discipline:
- Raw material declarations.
- Hardness and torque test reports.
- Batch-level inspection records.
Haihui integrates ISO-driven inspection protocols into its manufacturing workflow, giving plant managers confidence that motorized head pulleys meet both U.S. and global expectations.
When every layer—material, motor, drive style, and certification—works together, motorized head pulleys stop being simple components and become dependable conveyor drive tools that just get the job done.

How Motorized Head Pulley Components Affect Performance
Motorized head pulleys look simple on the outside, yet what’s happening in the motor and shaft makes or breaks performance. From windings to hardening, every layer inside motorized head pulleys shapes torque delivery, service life, and reliability.
Motor Types & Efficiency Grades
In motorized head pulleys used for conveyor drives, the motor is the silent guard. It blocks thermal failure, controls torque, and keeps belts moving.
Motor categories:
- IE3 motors: High efficiency (92-95%), standard for most applications.
- IE4 motors: Premium efficiency (95-97%), reduced energy consumption.
- IE5 motors: Ultra-premium efficiency (96-98%), lowest operating cost.
Risk control inside conveyor drives:
- Interaction pathways: starting torque, continuous load, ambient temperature.
- Failure results: overheating, winding burnout, torque loss.
| Motor Type | Efficiency (%) | Temp Rise (°C) | Typical Application |
|---|---|---|---|
| IE3 | 92-95 | ≤65 | Standard quarry, aggregate |
| IE4 | 95-97 | ≤60 | High-tension mining |
| IE5 | 96-98 | ≤55 | Continuous overland |
Manufacturers of motorized head pulleys often partner with motor suppliers to align motor chemistry with CEMA and IEC standards. That alignment keeps both performance and compliance stress low.
Shaft Hardening Impact on Reliability
The shaft matters too. Induction hardening acts as a shield on motorized head pulleys.
- It reduces bearing seat wear during high starting torque.
- It limits shaft scoring from bearing slip.
- It supports clean bearing fit before installation.
In busy mines, bearing seat wear happens. A strong hardening profile lowers failure risk and helps maintain CEMA compliance across export markets.
Recent 2025 conveyor component data from Smithers notes:
“Conveyor component demand continues to grow in mining applications due to its reliability and service life, with shaft hardening playing a decisive role in operational acceptance.”
That insight hits home. When operations choose motorized head pulleys for overland belts or crusher feed, shaft hardening becomes part of their reliability story. Haihui designs induction hardening that balances hardness (HRC 50-55), case depth (3-5mm), and shipment durability without compromising performance expectations.
Seal and Bearing Configuration Risks
Seals and bearings add service life to motorized head pulleys, yet seal selection introduces stress.
Seal interaction layers:
- Seal material: Must resist dust, moisture, and temperature.
- Mechanical forming after installation: Micro-gaps at seals.
- Bearing fit: Must maintain alignment under load.
Verification and quality control:
- Torque retention checks.
- Vacuum decay testing for seals.
- Water bath bubble testing for leakage.
- Automated sensor-based temperature monitoring.
Inspection focus:
- Bearing alignment.
- Seal fit accuracy.
- Overall seal integrity.
Even tiny flaws can hurt motorized head pulley integrity, especially in high-tension applications. That’s why Haihui integrates seal and bearing inspection in one quality loop. For operations relying on motorized head pulleys, that tight control keeps compliance smooth and uptime intact.

Avoid Failures—Motorized Head Pulley Reliability
When it comes to motorized head pulleys, motor and seal quality is the make-or-break factor. A tiny winding defect can ruin production, damage brand trust, and cause costly downtime. Let’s keep it tight and done right.
Motor Testing Procedures
For manufacturers producing motorized head pulleys, keeping motor reliability under control means building a testing routine that covers every weak point.
Core inspection layers:
- Winding resistance check: Verify ohms per phase; confirm uniform resistance.
- Insulation resistance test: Megger test for ground faults.
- Load testing: Torque vs. current draw at rated load.
- Temperature monitoring: Thermocouple or thermal imaging.
- Vibration analysis: Balance verification (G-16 minimum).
Performance verification methods:
- Air-based pressure testing for seal integrity.
- Controlled vacuum testing for seal retention.
- Water immersion with post-test visual inspection for seal leaks.
In busy production lines, shortcuts are tempting. Don’t. For motorized head pulleys, even slight winding inconsistency can break motor reliability. Haihui integrates layered motor checks into routine runs, making motorized head pulleys safer for mining, aggregate, and cement applications.
Torque Monitoring and Thermal Protection
When plant managers install motorized head pulleys, that first start matters. Clear torque data builds trust instantly.
Protection design focus:
- Thermal sensor visibility: PTC thermistors must protect reliably.
- Torque monitoring: Current-based torque estimation.
- No false tripping allowed: Proper sensor calibration.
Validation flow:
- Simulated start-stop cycles.
- Drop and vibration tests (1.2m drop).
- Post-test torque integrity check.
Reliability is not just about compliance. It’s about reducing failure risk in everyday operation. Motorized head pulleys used for overland belts, crusher feed, or longwall conveyors must maintain both torque delivery and operational convenience. Haihui designs motorized head pulleys with visible sensor monitoring, so plant managers can instantly see if something’s off.
Bearing Housing and Seal Integrity
For motorized head pulleys, the bearing area is the hot zone. Poor alignment equals premature bearing failure—and that’s trouble.
Assembly control points:
- Bearing housing positioning: Center alignment before pressing.
- Even compression to support load containment.
- Seal inspection: Gasket placement accuracy, material compatibility with operating temperature.
Integrated verification:
- Burst simulation for torque limits.
- Long-duration storage checks for seal integrity.
- Temperature rise consistency review.
A solid bearing seal protects both components and operations. With motorized head pulleys, it’s not just about function; it’s about safe torque transfer and controlled belt movement. Haihui supports high-precision bearing housing fitment so motorized head pulleys used as conveyor drives meet strict CEMA and ISO handling expectations.
Quality Control Protocols for Motor Inspection
Good vibes won’t catch defects. Structured quality assurance will.
Inspection hierarchy:
- Incoming material check: Motor windings, bearings, seals.
- In-line motor inspection: Automated winding resistance testing, random manual inspection.
- Final release review: Defined acceptance criteria, full documentation traceability.
Control framework:
- Defined sampling plan by batch size.
- Recorded deviation handling steps.
- Continuous process control adjustment.
Each production lot of motorized head pulleys must pass structured motor inspection before shipment. No guessing. No gray zone. From small overland drives to bulk crusher feed pulleys, consistent quality assurance keeps failure risks low and customer complaints even lower.
Haihui builds its reputation on reliability services, making motorized head pulleys that hold torque, ship safe, and show up ready for real-world operation.
FAQs
What materials and standards apply to motorized head pulleys for conveyor applications?
Motorized head pulleys used for mining, aggregate, or cement applications must balance material science with compliance discipline.
- Material base: Forged 42CrMo4 shaft with verified hardness (HRC 50-55) or S355 shell.
- Safety layer: Certified CEMA-compliant materials plus controlled motor components.
- Construction control: Fabricated shell with full-penetration welding.
- Standards alignment: ISO certification, CEMA compliance, and IEC motor efficiency standards.
Each step is backed by documented quality control protocols, ensuring traceable sourcing and controlled assembly before palletized shipment.
How does motor efficiency influence durability and torque delivery?
Motor efficiency defines how a motorized head pulley behaves under stress. Lower efficiency motors reduce cost but risk overheating; higher efficiency motors improve operational confidence.
- IE3/IE4 motors: Supports torque delivery and continuous operation.
- Reinforced geometry: Thermal protection distributes heat.
- Sensor design: Stabilizes the drive during torque peaks.
For applications requiring propellant compatibility and torque consistency, efficiency is not cosmetic—it is a safety margin.
Which motor types protect operation and component life?
Motor selection shapes both performance and trust.
- IE3 motor: Standard efficiency for general applications.
- IE4 motor: Premium efficiency for continuous operation.
- IE5 motor: Ultra-premium efficiency for lowest total cost of ownership.
Proper load testing after assembly confirms motor reliability before bulk packaging and containerization.
Why are shaft hardening, seals, and motor components critical for compliance and logistics?
Appearance and protection must work together under real shipping pressure.
- Shaft hardening shields against wear at bearing seats during stackability and palletized shipment.
- Seals prevent contamination, preserving formula or performance stability.
- Motor components support branding and compliance requirements, yet must not weaken integrity or create micro-leaks.
Final inspection pairs visual checks with torque and temperature testing—because a flawless component means little if the motor fails under transit stress.
References
- CEMA Conveyor Equipment Standards – cemanet.org
- Grand View Research Conveyor Component Market – grandviewresearch.com
- IEC Motor Efficiency Standards – iec.ch
- ISO 9001 Quality Management – iso.org
- ASTM E18 Hardness Testing – astm.org
- ASTM E709 Magnetic Particle Inspection – astm.org
- NDT Weld Inspection Standards – asnt.org
- Smithers Packaging Market Reports – smithers.com
- IATA Dangerous Goods Regulations – iata.org
- PHMSA UN Packaging Standards – phmsa.dot.gov
- EPA Leak Detection Methods – epa.gov
- Haihui – Technical specifications for motorized head pulley