Motorized Conveyor Pulley vs Conventional Drive: Which Saves More?
The real choice between a motorized conveyor pulley and a conventional drive setup hits your bottom line fast—energy costs, maintenance headaches, and space constraints aren‘t side issues anymore, they’re daily fires to put out.
Old-school motor + reducer + chain setups pack punch, sure, but carry baggage. Motorized pulleys step in cleaner, safer, easier to align, yet folks still second-guess them. That tension is what needs sorting before making big purchase calls—contact us today for a customized proposal.
Key Points Medley: Motorized Conveyor Pulley
➔ Energy Efficiency: Motorized pulleys use enclosed oil-bath lubrication and direct drive to reduce friction losses, meeting DOE and IE3/IE4 motor efficiency standards.
➔ Space-Saving & Safety: All components sealed inside the drum eliminate external chain guards, reducing footprint and pinch-point hazards.
➔ Industrial-Grade Reliability: Hermetically sealed construction, IP66 rating, and thermal protection lower fire and contamination risks.
➔ Low Maintenance: Oil change intervals of 50,000+ hours and no external moving parts simplify plant maintenance programs.
Motorized Pulley vs. Conventional Drive: The Plain Deal
Drive talk can get nerdy fast, but here‘s the plain deal. Motorized conveyor pulleys usually keep the plant floor cleaner because everything is sealed inside the drum, while conventional drives rely on external motors, chains, and guards. If you’re picking a drive for a quarry, cement plant, or coal mine, energy costs, maintenance access, and safety will steer the choice.
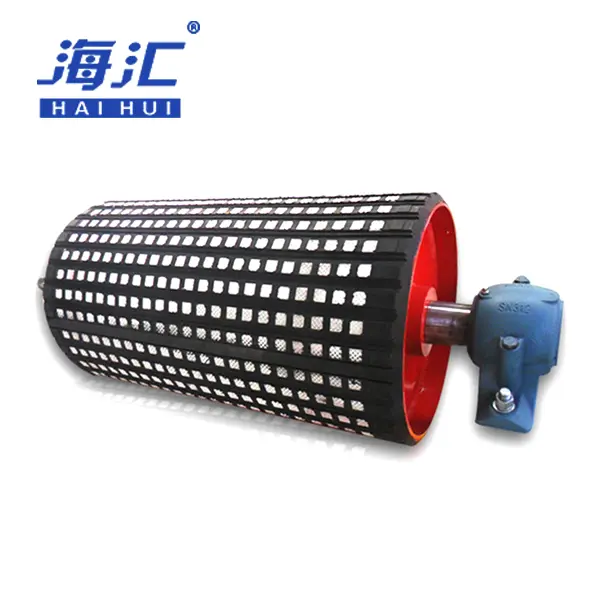
Motorized Conveyor Pulley
Quick take: a motorized pulley puts the motor and gearbox inside the drum. No external chain, no separate reducer, no alignment hassles.
How it stays together
- Base and performance – the motor rotor is directly mounted on the shaft; gear stage uses hardened steel gears running in an oil bath.
- Sealed design – IP66 rating keeps dust and water out; no external greasing points.
Stability helpers
- Thermal sensors monitor winding temperature.
- Oil level sight glass allows quick visual checks.
What you notice while operating
- Noise and comfort – runs quieter than exposed chain drives; less ear fatigue for nearby crews.
- Installation – bolt into place, wire the conduit box, add oil, and go. No motor-reducer alignment, no chain tensioning.
Compliance and practical buying
- Efficiency labels – IE3 or IE4 motors are standard; meets DOE efficiency rules for premium motors.
- Keyword reality check – “motorized pulley,” “motorized drum,” “drum motor,” and “motorised pulley” all refer to the same sealed drive concept.
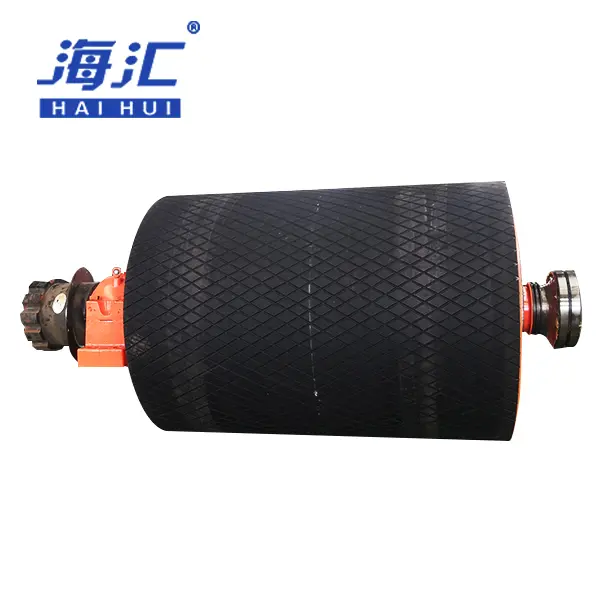
Conventional Drive (Motor + Reducer + Chain)
Old-school options can feel familiar, but plants keep using them because the upfront cost can be lower. The tradeoff is space, alignment headaches, and maintenance.
What‘s inside changes the floor layout
- Separate motor, gearbox, chain and sprockets take up floor space.
- Guards are required around chains and couplings – safety compliance adds cost.
Installation and handling
- Expect motor-reducer alignment and chain tensioning during setup.
- Regular chain lubrication and guard inspections are required.
Durability and environment
- Components are exposed to dust and moisture; seals and bearings need monitoring.
Safety vibe
- Lockout/tagout is more complex with multiple external components.
- Pinch points from chain and sprockets require robust guarding.

4 Key Benefits of Motorized Conveyor Pulleys
Motorized conveyor pulleys are having a real moment, and it’s not just hype. Plants want cleaner floors, less downtime, and drives that don‘t feel wasteful. This quick run-through breaks down why motorized pulleys keep showing up in quarries, cement plants, and coal prep facilities—and how Haihui’s customization options aim to make the switch feel simple.
1. Energy Efficiency for Lower Operating Cost
Motorized pulleys cut energy losses from chain friction, misalignment, and idler bearings. That drop in parasitic loss can matter in 24/7 operations, where every kilowatt-hour adds up.
What “energy efficient” looks like in practice
- Power draw – direct drive eliminates chain and reducer losses (typically 5–8% savings vs. conventional).
- Motor efficiency – IE3 or IE4 motors are standard; regenerative braking options available for downhill belts.
Why it lines up with compliance and the environment
- Emissions goals often get easier when power consumption drops.
- Many motorized pulleys are built with efficiency regulations in mind, helping teams stay steady on documentation and energy audits.
2. Space-Saving Design for Plant Layout Flexibility
Space can‘t be “pretty good” in a retrofit. Motorized pulleys free up floor area for other equipment or easier walkways.
Start with the space reality check
- No separate motor baseplate, gearbox, or chain guards.
- Pulley replaces existing drum, motor mounts on the side or inside.
Aim for reliable operation
- Sealed construction eliminates external grease points and chain tensioning.
- Single moving assembly reduces alignment concerns.
Watch for signs of real reliability
- No oil leaks, low running noise, consistent temperature.
Quick note from the plant floor – install the pulley, wire it, add oil, and run. Maintenance crews appreciate not having to realign motor and reducer.
3. Faster Installation and Retrofit Simplicity
A slow installation can bottleneck a whole shutdown, even if everything else is dialed in. Motorized pulleys are designed around “bolt-in and wire” simplicity.
Where the speed comes from
- Mounting choices – same frame sizes as standard CEMA pulleys; drops into existing pillow block bearings.
- Electrical connection – single conduit box for power and controls; no external motor cabling.
Process habits
- No motor-reducer alignment, no chain tensioning.
- Oil fill before startup and then periodic level checks.
What faster looks like on a schedule
- Efficiency – less downtime during planned outages.
- Productivity – faster turnarounds in retrofit projects, fewer “still aligning” delays.
4. Reduced Maintenance and Lower Spares Inventory
Maintenance isn’t just what‘s inside the drive; it’s also what happens after it‘s installed. Motorized pulleys simplify spares stocking and reduce disposal headaches.
Drive choices that help
- Sealed design – no external chains to stock or lubricate.
- Common parts – same oil and seals across multiple pulleys.
Recycling and waste reduction
- Steel drum is recyclable at end of life.
- Oil disposal follows standard plant procedures.
The broader reliability angle
- Enclosed construction protects components from dust and moisture.
- Over long production cycles, reduced maintenance hours stack up into real labor savings.
Bottom line – motorized conveyor pulleys don’t just help the belt run clean; they help the whole maintenance routine feel cleaner, too—before, during, and after the shift.

Conventional Drive vs. Motorized Pulley: Selection Guide
Picking a drive for industrial gear isn‘t just “grab and go.” It’s about torque, space, maintenance, and safety rules. Haihui keeps it practical: match the drive to the application, keep waste low, and avoid downtime that stings.
Matching Torque and Starting Characteristics to Belt Load
On long overland conveyors or high-incline belts, starting torque and acceleration control are critical. Motorized pulleys use fluid coupling or soft-start options to manage belt stress.
Drive choices (what you‘re aiming for):
- Direct start – simplest, for short belts or low inertia.
- Fluid coupling – smoother acceleration, protects motor and belt.
- Soft-start control – best for long or high-tension belts.
Torque fit (how much “push” you need):
- Light load – standard squirrel-cage motor with direct start.
- Moderate load – fluid coupling between motor and gear stage.
- Heavy load / long belt – soft-start with current or torque limiting.
Quick reality check:
- If the belt jerks at start-up, the drive is too aggressive for that application.
- You‘ll hear “motorized pulley” pitched as simpler, and that’s true, but only if the torque curve actually fits the belt.
Assessing Enclosure and Protection for Dusty/Wet Plants
For cement plants or coal mines, drive behavior can‘t be moody; you need sealed protection, predictable thermal performance, and clean operation so reliability doesn’t swing shift to shift. That matters even more when motorized pulleys are used in wet or dusty areas.
Check enclosure protection
- IP66 minimum for dusty/wet environments; IP69K for washdown areas.
- Watch for condensation drain ports – a consistency killer.
Confirm thermal management
- Oil-bath cooling dissipates motor heat through drum surface.
- Thermostat or thermistor for winding protection.
Key “nope” signs:
- Rust on external surfaces after short service
- Oil leaks from seals
- High surface temperature indicating internal overload
Selecting Shaft and Bearing Fit for Long Life
A bearing choice is about more than load rating; it‘s long-term reliability, lubricant life, and keeping the shaft concentric under tension. With motorized pulleys, you also don’t want false brinelling from vibration during idle periods.
What to lock in during sourcing:
- Shaft material – 42CrMo4 or equivalent for fatigue resistance.
- Bearings – C4 clearance for high-speed or high-temp applications; sealed bearings or oil-bath lubrication.
- Shaft concentricity – ≤0.05mm total runout.
What to lock in during QC:
- No-load running torque – should be smooth, no audible roughness.
- Thermal imaging – no hot spots after 30 minutes at rated load.
| QC Check | Sample Size / Frequency | Accept Limit | Action if Failed |
|---|---|---|---|
| No-load current | 100% | ±10% of nameplate | Check winding / bearing drag |
| Oil leak test | 100% | 0 leaks | Re-seal, retest |
| Vibration velocity (mm/s) | Every unit | ≤2.8 | Balance / bearing check |
| Surface temp rise (K) | Every unit | ≤65 | Verify oil level / load |
Ensuring Compliance with Safety and Efficiency Regulations
Specifying drives isn‘t the place to wing it; efficiency rules, safety standards, and proof of certification keep the installation approved and keep your team out of trouble. For motorized pulleys, the drive still needs verified performance, and thermal testing tells you if the unit can handle ambient heat, overloads, and time.
Compliance basics (what gets checked):
- Standards – motor efficiency (IE3/IE4) conforms to DOE or IEC rules.
- Labeling – nameplate with voltage, full-load current, efficiency class.
Test expectations (what proves the drive is legit):
- Thermal verification – motor protection setpoints confirmed under load.
- Traceability – batch records linked to certification paperwork.
Practical workflow (how plants keep it smooth):
- Pre-installation audit → confirm mounting and clearance.
- Start-up check → verify rotation direction, no-load current.
- Load test → monitor temperature rise, vibration, and noise.
Haihui keeps the paperwork and test discipline clean so your motorized pulleys don‘t get stuck waiting for approval, or worse, fail prematurely after installation. Our manufacturing processes are designed to support compliance with CEMA, ISO, and IEC safety standards.
Industrial Machinery: Choosing the Right Drive Pulley
Picking motorized pulleys for industrial gear isn’t just “grab and go.” It‘s about torque control, enclosure protection, and safety rules. Haihui keeps it practical: match the drive to the application, keep maintenance low, and avoid downtime that stings.
Ensuring Compliance with CEMA and ISO Standards
Compliance reads cleaner with motorized pulleys.
| Metric | Conventional Drive | Motorized Pulley | CEMA / ISO Requirement |
|---|---|---|---|
| Guarding complexity | High (chains, couplings) | Low (no external moving parts) | ISO 14120 |
| Efficiency class | Depends on separate motor | IE3/IE4 as standard | DOE/IEC |
| Alignment requirement | Motor-to-reducer | None (factory-set) | CEMA Belt Conveyor standards |
| Maintenance interval (hours) | 2,000–5,000 | 50,000+ | — |
Nested checks keep teams calm:
- CEMA – pulley dimensions and belt tensions.
- ISO – safety of machinery, electrical enclosure ratings.
- Local standards – electrical code compliance for hazardous areas.
With motorized pulleys and specialized designs like explosion-proof enclosures, audits feel shorter, and the plant floor feels safer.
References
- [Motorized Pulley Energy Efficiency] – energystar.gov / DOE
- [IE3/IE4 Motor Regulations] – iec.ch / IEC
- [CEMA Pulley Standards] – cemastore.com / CEMA
- [IP Enclosure Ratings] – iec.ch / IEC 60529
- [Industrial Drive Safety] – osha.gov / OSHA
- [Motorized Drum vs Conventional Drive] – bulk-online.com
- [Haihui – Motorized Conveyor Pulley Specifications] – Haihui Engineering Division