Impact Rollers for Conveyors:The Hidden Cost of “Good Enough”
Buying impact rollers for conveyors sounds straightforward. It‘s not. One roller with a thin tube, one bearing that wasn’t sealed right, and suddenly your belt is cupping at the load zone, the impact bed is shot, and the maintenance crew is pulling mangled rollers out of the chute skirt with a come‑along. For plant managers, that‘s not a Tuesday—that’s a three‑hour unscheduled downtime while your loader sits idle and your production bonus evaporates.
The global impact roller market was valued at over $1.8 billion in 2024, according to industry sources—and most of that spend is replacement of rollers that failed too early. Not because they wore out. Because they were never really fit for the job in the first place.
“Good enough” is where good rollers go to die. And in a quarry or a coal prep plant, “good enough” means you‘re buying them again next year.
Quick Answers: Impact Rollers Conveyor Essentials
➔ Tube & Wall: Specify S355 steel, wall thickness ≥4 mm for heavy impact, ≥3 mm for moderate. No exceptions.
➔ Bearing & Shaft: Choose deep groove bearings (P6 grade minimum), induction‑hardened shaft (HRC 50–55), and verified straightness.
➔ Sealing & Protection: Specify double contact or triple labyrinth seals (IP65+), high‑temp lithium grease (NLGI 2), and documented fill volume.
➔ Rubber Rings: Confirm ring durometer (60–70 Shore A), ring spacing, and secure attachment—loose rings shred fast.

Why Most Impact Rollers Fail Before Their Time
Impact rollers don’t fail from old age. They fail from impact. Day after day, lump after lump, the loading zone beats them like a rented mule. A roller that would last ten years on a transfer conveyor might die in ten months under a chute.
I‘ve stood at a crusher discharge and watched 50 kg rocks bounce onto a belt. The rollers underneath take that hit, every time. And if they’re not built for it, they don‘t just fail—they collapse, seize, or shell out, and the belt pays the price.
“We used standard rollers in our impact zone for years,” a quarry maintenance manager told me. “We replaced them every six months. Then we switched to real impact rollers—thick tube, rubber rings, good seals. Now we get four years. Same belt, same rock, same chute. Different roller.”
Wall Thickness — The Non‑Negotiable
In an impact zone, tube wall thickness is not a suggestion. Thin tubes dent, and dented tubes won’t spin. The bearing might be fine, the seal might be perfect, but if the tube is bent, the roller is junk.
| Roller Diameter | Standard Duty (mm) | Impact Duty (mm) | Why It Matters |
|---|---|---|---|
| 114 mm | 3.0 | 4.0 | Rock won‘t dent it |
| 133 mm | 3.5 | 4.5 | Keeps bearing alignment |
| 159 mm | 4.0 | 5.0 | Survives repeated hits |
“I’ve cut open failed impact rollers with 3mm walls,” a 海辉 engineer told me. “The tube was oval. The bearing was fine. The tube just couldn‘t take the hits. We put a 4.5mm tube in the same spot. No more failures.”
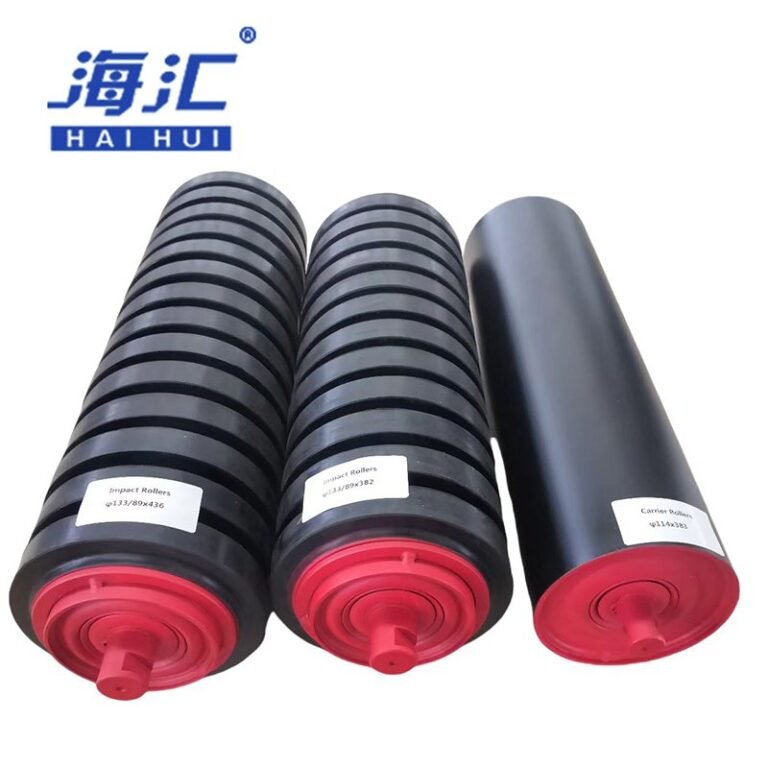
Rubber Rings — Your First Line of Defense
The rubber rings are what the belt actually contacts at the load zone. They absorb impact, cushion the belt, and keep the steel tube from getting hammered.
Ring material and durometer
- Natural rubber: Good impact absorption, wears faster in abrasion
- Neoprene: Better oil and abrasion resistance
- Nitrile: For oily or fuel‑handling applications
- Durometer: 60–65 Shore A for soft impact, 65–70 for harder wear
Ring spacing and coverage
| Duty Level | Ring Coverage | Gap Between Rings | Typical Use |
|---|---|---|---|
| Light | 50% | 20–30 mm | Occasional small lumps |
| Moderate | 60–70% | 15–20 mm | Regular impact, 5–15 kg drops |
| Heavy | 80% | 10–15 mm | Large rock, high drop height |
“I’ve seen impact rollers with rings spaced so far apart that the belt slapped into the steel tube between them,” a belt splicer told me. “Might as well not have rings at all.”
Ring attachment
- Vulcanized on (best): Rings won‘t shift or spin
- Injection molded (good): Secure fit, less durable in heat
- Slip‑on (cheap): Don’t bother. They walk off.
Bearing Grade and Shaft Hardening
The bearing takes the load transmitted through the tube. In an impact zone, that load spikes hard and fast.
Bearing options
| Bearing Grade | Impact Survival | Cost | Verdict |
|---|---|---|---|
| P0 (standard) | Low | Low | Not for impact zones |
| P6 | Good | Medium | Acceptable for moderate impact |
| P5 | Excellent | High | Best for severe impact |
Shaft requirements for impact rollers
- Material: 40Cr or 42CrMo4 for heavy duty
- Hardness: Induction‑hardened to HRC 50–55 on bearing seats
- Straightness: ≤0.15 mm per meter
- Diameter: Matched to bearing bore (20, 25, 30 mm typical)
“A soft shaft wears where the bearing seats,” one 海辉 engineer explained. “Then the bearing inner ring spins, the shaft gets scored, and the roller wobbles. We harden every impact roller shaft. It costs a few dollars. It saves weeks of downtime.”
Seal Types for Impact Zones
The loading zone is dusty. Really dusty. Fine material finds its way into everything.
| Seal Type | IP Rating | Dust Resistance | Best For |
|---|---|---|---|
| Labyrinth | IP54 | Moderate | Dry, light dust |
| Single contact | IP55 | Good | General duty |
| Double contact | IP65 | Very good | Impact zones, fine dust |
| Quad seal | IP67 | Excellent | Severe dust, wet conditions |
“Fine coal dust is a bearing killer,” a prep plant operator told me. “We tried labyrinth seals. They lasted three months. Switched to double contact seals on the same roller. Three years and still spinning.”
Grease Matters
- High‑temperature lithium complex (NLGI 2) with EP additives
- Fill volume: 40–60% of bearing cavity—impact zones need more
- Operating range: –20°C to +150°C
- Relubricatable option for critical locations
Impact Duty vs. Standard Duty — The Real Cost Difference
| Component | Standard Roller | Impact Roller | Difference |
|---|---|---|---|
| Tube wall | 3.0 mm | 4.5 mm | +1.5 mm steel |
| Rubber rings | None | 65 Shore A, 80% coverage | Bigger upfront cost |
| Bearing grade | P0 | P6 | Tighter tolerance |
| Shaft hardness | As‑rolled | HRC 52 | Heat treatment adds cost |
| Seal type | Labyrinth | Double contact | Better sealing |
| Expected life (impact zone) | 6–12 months | 4–6 years | 5x longer |
An impact roller costs more. A standard roller in an impact zone costs much, much more—in downtime, in belt damage, in labor swapping them out.
“We did the math,” a plant engineer told me. “A standard roller cost us 1/3 less upfront. Over five years, it cost us four times more in replacements and lost production. We don’t buy standard for impact zones anymore.”
OEM vs. Off‑The‑Shelf Impact Rollers
OEM Impact Rollers
- Customization: Exact length, ring spacing, shaft ends, bearing spec.
- Quality control: Weld inspection, shaft hardness verification, 100% spin test.
- Lead time: 6–10 weeks.
- Best for: Critical load zones, custom chutes, or when standard sizes don‘t fit.
Off‑the‑shelf impact rollers
- Availability: Common sizes, shorter lead times (2–4 weeks).
- Cost: Lower unit price, no engineering fee.
- Trade‑off: Fixed lengths, standard ring spacing only.
海辉 keeps ready‑to‑ship stock for common impact roller sizes (114, 133, 159 mm) with 4–5 mm wall and double contact seals. I’ve seen them ship a pallet of impact rollers in two weeks when a competitor quoted ten.
4 Things Buyers Miss When Sourcing Impact Rollers
1. Ring Spacing and Coverage
Look at the drawing. Count the rings. Measure the gaps. If the belt can contact bare steel between rings, the roller isn‘t doing its job.
2. Shaft Hardness Certification
Ask for hardness test reports. Not verbal assurance—a report with numbers and a signature. “Induction hardened” without a spec might mean a quick pass under a coil that doesn’t do much.
3. Seal Type in Writing
“Heavy duty seal” is meaningless. Get it in writing: double contact lip, IP65, specific material (nitrile or HNBR). Then cut one open and check.
4. Tube Material Certificate
S235 is fine for a return roller. Impact zones want S355. Ask for mill test reports. If they can‘t produce them, find another supplier.

How to Verify Impact Roller Supplier Credibility
1. Shaft Hardness Verification
- Request HRC test reports for bearing seats (50–55 HRC)
- Test method: Rockwell or equivalent
2. Weld and Concentricity Inspection
| Check | Acceptable Range |
|---|---|
| Tube weld | Full penetration, smooth finish |
| Concentricity | ≤0.25 mm runout |
| End cap weld | No gaps, solid tap test |
3. Spin Test and Torque Records
- Roller should spin freely with rubber rings installed
- No grinding, no wobble, no flat spots
- Batch torque records available
4. Ring Attachment Check
- Rings should not shift by hand
- No cracks or gaps at ring base
海辉 publishes quarterly quality summaries for impact roller customers—defect rates, failure analysis, corrective actions. Their shop has a display of failed rollers from the field, with tags explaining what failed and why.
FAQs
1. What’s the difference between an impact roller and a standard roller?
Impact rollers have thicker tube walls, rubber rings, upgraded bearings (P6 minimum), hardened shafts, and better seals. Standard rollers have none of these. Put a standard roller in an impact zone and it will fail fast.
2. How do I know if I need impact rollers at my load zone?
If material drops more than a meter, if lump size exceeds 100 mm, or if you hear pounding at the chute every time a load hits, you need impact rollers. If you‘re replacing rollers in the load zone more than once a year, you need real impact rollers.
3. What should I check before signing a long‑term impact roller contract?
- Tube wall thickness and material certificate (S355 minimum)
- Rubber ring durometer, spacing, and attachment method (vulcanized preferred)
- Bearing grade (P6 minimum for impact)
- Shaft hardness spec (HRC 50–55 with test reports)
- Seal type and IP rating (double contact, IP65+)
- Spin test acceptance criteria
When tube, rings, bearing, and seal are built for impact, the load zone stops being a maintenance headache. The belt stops cupping. The conveyor runs. And the maintenance crew stops using colorful language about the person who bought the “good enough” rollers.
References
- Modern Bulk Handling – Conveyor Components Market Estimate 2024
- DIN 22107 – Idlers for belt conveyors
- ISO 1940 – Mechanical vibration – Balance quality requirements
- Haihui – Technical data sheets for impact conveyor rollers