Heavy Duty Conveyor Pulley:Bulk Sourcing Is a Trust Fall
Buying heavy duty conveyor pulleys in bulk isn‘t just a spec sheet exercise—it’s a trust fall with your entire material flow on the line. One undersized shaft, one sloppy lagging bond, and suddenly your belt tracks sideways or the pulley shells out like a bad investment. For plant managers, that‘s not a hiccup—that’s a three‑shift nightmare. Price tags matter, sure, but fatigue life, lagging adhesion, and weld integrity matter more when tons per hour won‘t wait and overtime budgets are already blown.
The global heavy duty conveyor components market was valued at over $18 billion in 2024, according to a industry estimate cited by Modern Bulk Handling — steady growth, tight margins, zero room for “close enough.”
So before you shake hands on a heavy duty pulley deal, check the steel grade, the lagging cure, the shaft-hub fit, and the weld records. Because in this business, cutting corners doesn’t save money—it stops the line.
Quick Answers: Heavy Duty Conveyor Pulley Essentials
➔ Material & Fatigue: Specify 42CrMo4 or C45 steel, verify ultrasonic test reports, and demand certified hardness (HB 220–280) for high-cycle torque applications.
➔ Lagging & Traction: Choose SBR, ceramic, or FRAS grade lagging; confirm peel strength ≥12 N/mm and adhesion after humidity soak.
➔ Fabrication Standards: Ensure continuously welded shells (penetration ≥75%), DIN 22101 crown profile, and ISO 1940 G‑6.3 dynamic balancing.
➔ Compliance & Safety: Align with OSHA 1910.269 nip‑point protection, ATEX static dissipation (≤10 Ω shaft-to-frame), and FEM 9.851 shell tolerances.
How Do Lagging and Shell Design Impact Heavy Duty Pulley Life?
Service life is not just luck. It comes down to traction science, weld quality, and smart fabrication. For teams sourcing heavy duty pulleys in bulk, these small details quietly decide whether your belt runs true or tears itself apart after six months of hard running.
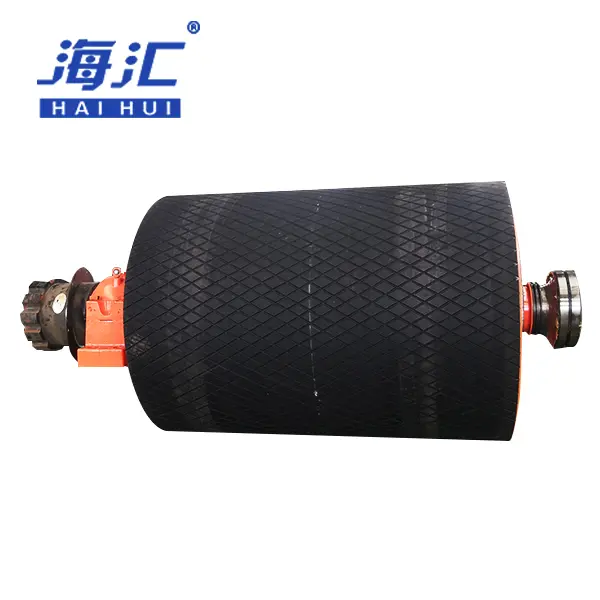
Rubber Lagging Options for High‑Torque Applications
When buyers look for heavy duty pulleys, lagging often gets overlooked. That‘s risky. On every pulley, traction starts with friction chemistry and compound hardness. I’ve seen plants swap out pulleys twice in a year just because someone spec‘ed the wrong rubber.
Compound families and their roles
- SBR (styrene-butadiene rubber): Good all‑round traction, moderate wear resistance, cost‑effective for dry applications like aggregates or grain.
- Ceramic lagging: Extreme grip on muddy or oily belts, excellent life, higher initial cost — pays for itself if your belt slips weekly.
- FRAS (flame‑retardant anti‑static) grade: Mandatory for underground mining or grain handling. No certificate, no entry.
Performance factors that matter
- Friction coefficient under wet/muddy conditions (shoot for 0.6+ if you‘ve got incline belts)
- Abrasion loss (mm³) per DIN 53516 — keep it under 200 for heavy duty
- Heat buildup during high‑torque starts (hot rubber peels, and then you’re really in trouble)
Why compatibility testing counts
- Belt cover material (rubber vs PVC)
- Pulley surface speed (m/s) — faster than 3 m/s needs ceramic or high‑grade rubber
- Ambient temperature range — below freezing, standard SBR turns into a hockey puck
Brands ordering heavy duty pulleys in bulk often request lab‑scale lagging trials before full vulcanization. A trusted manufacturer like ハイフイ supports compound selection to ensure drive pulleys stay gripped through rain, mud, and start‑stop cycles. They’ve got a small test lab on site — not just a brochure.
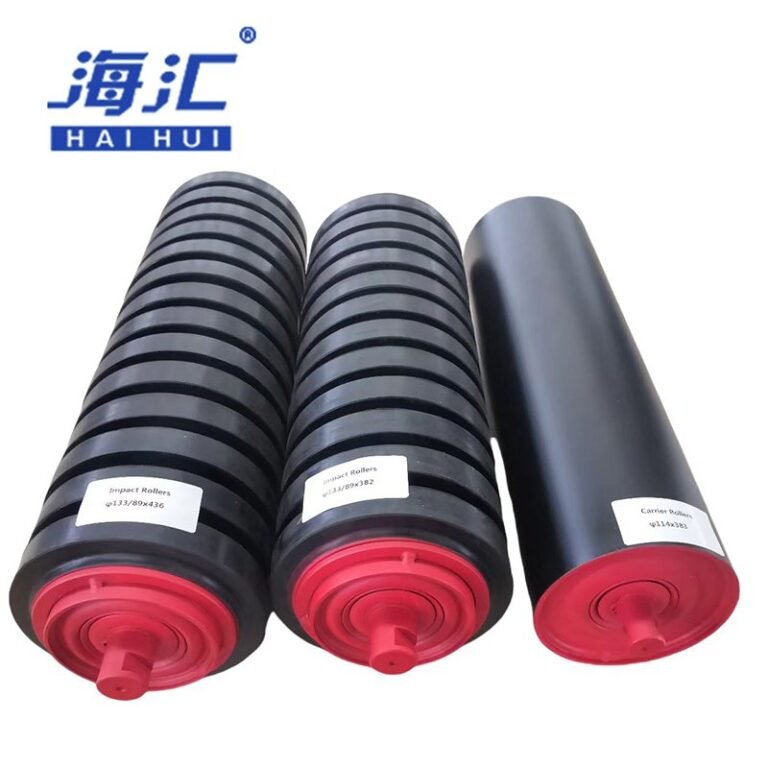
Curing Oven Effects on Lagging Bond Strength
A lagging layer is only as good as its cure. In heavy duty pulleys, ovens turn raw rubber into a tenacious bonded shell.
- Apply even pressure during vulcanization.
- Control temperature profile precisely (typically 145–155°C — no guessing).
- Maintain correct dwell time for full cross‑linking.
- Verify peel strength and hardness after cure.
- Avoid under‑cure (low adhesion, feels spongy) or over‑cure (brittle rubber, cracks when you bend it).
Miss the heat balance, and micro‑blisters appear. That weakens bond strength. For a heavy duty pulley driving a loaded incline conveyor at 200 tons per hour, that’s a deal breaker. Manufacturers supplying bulk pulleys monitor cure curves carefully — ハイフイ logs every batch curve, so you can ask to see last month‘s data.
Crown Profile and Shell Welding
Belt tracking starts at the crown. For heavy duty pulleys, the crown shape and shell weld decide whether the belt stays centered or wanders off into the structure.
- Crown requirements per DIN 22101: 1∶100 taper or parabolic profile. Anything flatter, and you’ll be adjusting idlers every week.
- Weld type: Continuous submerged‑arc weld, full penetration — no stitch welds, no shortcuts.
- Inspection: Dye‑penetrant or ultrasonic testing on every longitudinal seam. Ask for the UT log; if they hesitate, walk.
“Belt mistracking remains one of the top three causes of unplanned conveyor downtime,” noted the 2025 Global Bulk Handling Report by Smithers, highlighting head pulley crown accuracy as a key driver of belt life. That tracks with what I‘ve seen — 80% of tracking issues trace back to a poor crown or a crooked weld.
Steel Grade vs. Fabricated Housing
Material choice shapes fatigue life from the ground up. Buyers comparing heavy duty pulleys usually focus on four areas:
| Material | Fatigue Strength | Weldability | Typical Use |
|---|---|---|---|
| C45 (medium carbon) | Moderate | Good | General industry, dry goods, 8-hour shifts |
| 42CrMo4 (alloy) | High | Fair (preheat required) | High‑torque, heavy‑duty, 24/7 operations |
| S355 (structural) | Low | Excellent | Light‑duty, low cost, temporary lines |
For brands scaling up through bulk heavy duty pulley orders, 42CrMo4 often wins on fatigue resistance. C45 suits moderate loads with lower budget. ハイフイ helps buyers balance fatigue life with cost and fabrication complexity, keeping conveyors running from first ton to millionth ton. They‘ve got a simple rule: ask for 42CrMo4 if your belt sees more than 500 start‑stop cycles per month.

Heavy Duty Pulley Material: Steel Grade vs. Recycled Content Trade‑offs
Choosing between high‑grade steel and recycled content isn’t just a sustainability call; it shapes fatigue life, weld integrity, and long‑term cost. But honestly, for a head pulley in a demanding environment, I‘d stick with virgin 42CrMo4 and save recycling for the idlers.
| Material Source | Fatigue Cycles (×10⁶) | Weld Quality Risk | CO₂ Reduction |
|---|---|---|---|
| Virgin 42CrMo4 | 10–12 | Low | Baseline |
| 70% recycled + alloy blend | 7–9 | Medium | 25–30% |
| 90% recycled + re‑heat treated | 6–8 | Medium‑High | 35–40% |
For most bulk material handlers, a 70/30 blend hits the sweet spot: lower carbon footprint without sacrificing fatigue life. But if your operation is 24/7/365 with high impact, go virgin. The peace of mind is worth the extra cost.
OEM vs. Off‑The‑Shelf Heavy Duty Pulleys: Pros & Cons
OEM Pulleys
- Customization: Shaft diameter, face width, crown profile, lagging type — everything.
- Quality control: In‑line weld inspection, dynamic balancing, full traceability.
- Lead time: Tooling → prototype → batch production (typically 8–12 weeks).
- Best for: High‑torque, special environment, or long‑life applications where downtime is catastrophic.
Off‑the‑shelf pulleys
- Availability: Stock sizes, short lead times (2–4 weeks) — good for emergency replacements.
- Cost: Lower tooling amortization.
- Trade‑off: Limited crown options, standard lagging only, no shaft modifications. You get what they have, not what you need.
ハイフイ keeps ready‑to‑ship stock programs for common heavy duty pulley sizes, making urgent replacements smooth and budget‑friendly. I’ve seen them ship a 600mm pulley in ten days when another supplier quoted six weeks.
4 Shipping Considerations for Bulk Heavy Duty Pulleys
1. Bulk Packaging Strategies
- Primary layer: Rust‑preventive oil film, edge protectors on flanges — cheap insurance.
- Secondary layer: Crated with foam padding for weld zones.
- Tertiary layer: Blocked and braced inside container to prevent rolling. A loose pulley can punch through a container wall.
2. Palletized Shipments
- Balanced weight distribution.
- Lagging face up to avoid flat spots — rubber doesn‘t recover if it sits deformed for three weeks.
- Corner boards and reinforced strapping.
3. Container Loading Optimization
| Container | Max Units (D=800mm) | Avg Weight (kg) |
|---|---|---|
| 20ft | 8 | 3,200 |
| 40ft | 18 | 7,200 |
| 40ft HC | 22 | 8,800 |
4. Lead Time & Global Shipping
- Fabrication cycle (cutting, welding, lagging, balancing) — typically 6–8 weeks for heavy duty.
- Final inspection and export packing (add 1 week).
- Sea freight + customs clearance buffer (7–14 days extra). Port congestion isn‘t getting better.
ハイフイ provides weekly photo updates during fabrication — not just a “it’s shipped” email. That kind of transparency saves a lot of anxious calls.
How to Verify Heavy Duty Pulley Supplier Credibility
1. Assess ISO 9001 and Material Certificates
- Request 3.1 or 3.2 material certificates for shaft and shell. 3.2 is better — it includes independent testing.
- Cross‑check hardness test reports (HB 220–280).
- Verify weld procedure qualification records (WPQR).
2. Inspect Shell Welding and Dynamic Balancing
| Process | Key Indicator | Acceptable Range |
|---|---|---|
| Shell welding | Penetration depth | ≥75% plate thickness |
| Dynamic balancing | Residual unbalance | ≤G‑6.3 per ISO 1940 |
| Shaft straightness | TIR | ≤0.2 mm/m |
3. Review Warehousing and Long‑Term Supply Agreements
- Climate‑controlled storage for lagged pulleys — rubber degrades in heat and UV.
- FIFO traceability for shell batches.
- Price lock clauses for steel surcharges — steel prices swing like crazy.
ハイフイ supports multi‑year supply agreements with raw material pass‑through formulas, reducing the risk of budget‑blowing steel spikes. They‘ve been around for over a decade, and their repeat customers are the best reference.
FAQs
1. What types of heavy duty pulleys suit different bulk handling industries?
- Mining: Heavy‑duty 42CrMo4 shaft, ceramic lagging, ATEX static dissipation, fully balanced.
- Aggregates: C45 steel, SBR lagging, moderate crown — keep it simple.
- Food processing: Stainless steel shell, smooth finish, easy‑clean design (no rubber).
- Recycling facilities: Cut‑resistant lagging, weld‑free shell.
2. How do lagging and fabrication affect heavy duty pulley durability?
- Lagging: Peel strength ≥12 N/mm, correct cure cycle. Test a sample if you‘re unsure.
- Shell welding: Full penetration, ultrasonic tested.
- Balancing: ISO 1940 G‑6.3 minimum — out‑of‑balance pulleys wreck bearings.
Quality is verified through torque testing, run‑out checks, and certified material traceability.
3. What should buyers check before signing a long‑term heavy duty pulley contract?
- Fatigue life data at rated torque.
- Lagging adhesion test results (peel + humidity soak).
- Weld inspection records (dye‑pen or UT).
- Dynamic balancing report.
- Compliance certificates (ISO, ATEX, OSHA LOTO).
When material, fabrication, and compliance align, heavy duty pulleys become a stable foundation for any bulk conveyor system. And when things go wrong — because they sometimes do — you want a supplier who picks up the phone.
References
- Modern Bulk Handling – Heavy Duty Components Market Estimate 2024
- DIN 22101 – Continuous conveyors – Idlers and pulleys
- ISO 1940 – Mechanical vibration – Balance quality requirements
- Smithers – Global Bulk Handling Report 2025
- OSHA 1910.269 – Electric power generation, transmission, and distribution
- Haihui – Technical data sheets for heavy duty conveyor pulleys