输送带鼓形皮带轮:选型与CEMA指南
Buying a drum pulley for your conveyor belt isn’t just checking a box—it’s like picking the right engine for a race car. Get it wrong, and you’re stuck with belt tracking issues, failed torque tests, or a drum that runs out of true. Plant managers know the drill: one mismatch in shaft hardness or lagging type, and the whole production schedule goes sideways.
Grand View Research valued the global conveyor component market at over $40 billion, noting steady industrial demand growth. As CEMA often reminds manufacturers, “Conveyor component performance directly impacts plant uptime.” Short sentence. Big truth.
So before ink hits the PO, pause. Think about torque, belt tension, and how your conveyor actually behaves at full load. A smart check now beats a shutdown later.

Drum Pulley Conveyor Compatibility Checklist
Choosing the right drum pulley for your conveyor belt sounds simple, but it’s a mix of mechanical engineering, torque logic, and real-world operation. A conveyor drum pulley has to match the belt tension, drive system, and tracking requirements. Get it wrong, and slip or misalignment show up fast. Get it right, and your conveyor runs like a charm.
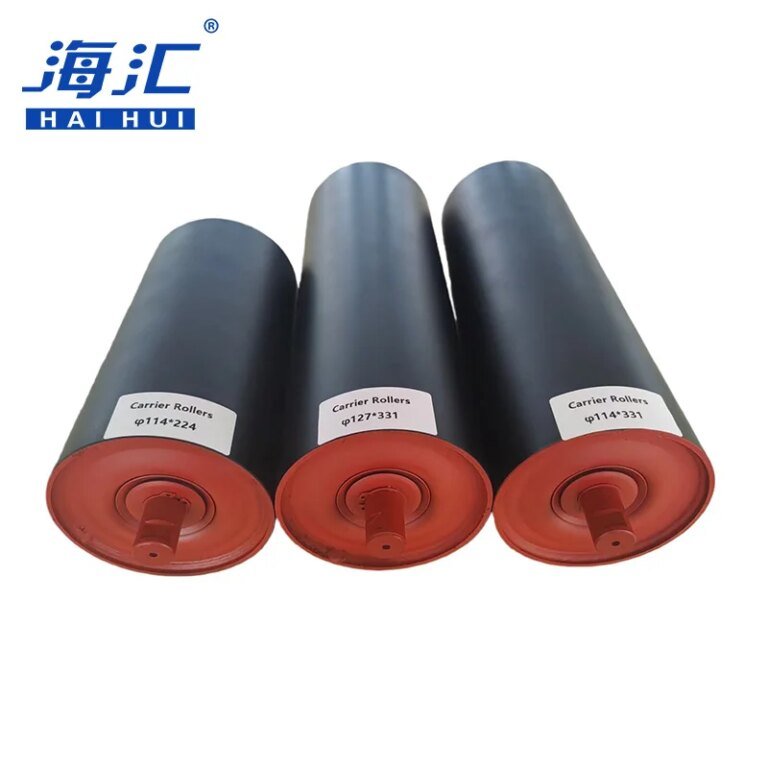
Material Match: Forged Shaft vs. Fabricated Shell vs. Stainless Steel
When selecting a drum pulley, material choice affects safety, torque capacity, and service life.
Forged 42CrMo4 Shaft
- Performance Factors
- High fatigue strength (1,500,000+ cycles)
- Induction-hardenable bearing seats (HRC 50-55)
- Excellent torque transfer for high-tension applications
- Best Use Cases
- Mining overland conveyors
- High-tension head drives
- Longwall gate roads
Fabricated S355 Shell
- Structure Features
- Rolled and welded steel plate
- Full-penetration weld integrity
- Good weldability and formability
- Commercial Value
- Cost-effective for standard applications
- Works well for moderate tension duty
- Easy to repair and modify
Stainless Steel (304/316)
- Strength Profile
- Corrosion resistance for washdown or chemical environments
- Ideal for fertilizer, food, or coastal applications
- Sustainability
- Widely recyclable
- Long service life in corrosive conditions
According to Smithers’ 2025 bulk handling outlook, engineered steel pulleys continue steady growth driven by durability demand and maintenance reduction trends, especially in forged shaft formats.
For operations that want stable supply and tailored specs, 海辉 offers forged shaft and fabricated shell drum pulley options built for diverse conveyor applications.
Construction Types and Their Benefits
Different builds shape how a drum pulley performs.
Fabricated Shell comes from rolling and welding steel plate. Full-penetration welds. Strong under torque. It’s common in standard quarry and aggregate applications.
Forged Shaft designs include:
- Induction-hardened bearing seats (HRC 50-55)
- Precision-machined shaft
- Full-length fatigue resistance
Welded seams are full-penetration, then NDT inspected to protect the joint. For larger diameter drum pulleys, this structure keeps fabrication costs reasonable.
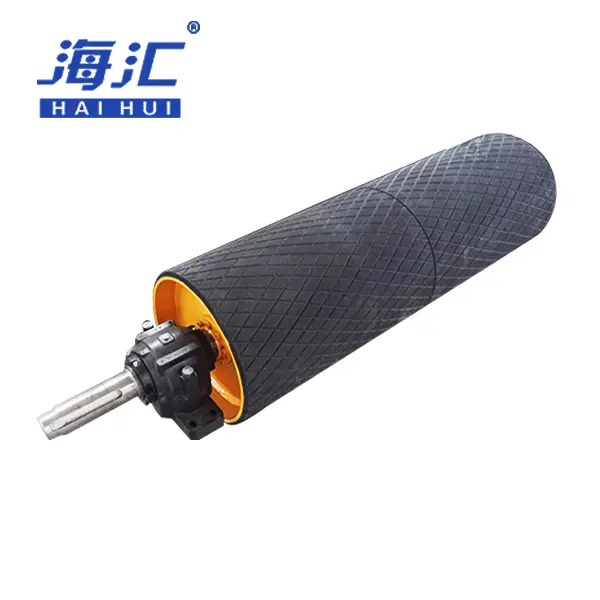
Engineered lagging designs improve traction.
- Rubber lagging (60-75 Shore A) for general traction
- Ceramic lagging for extreme grip in wet or muddy conditions
- Herringbone grooves for water shedding
Ceramic lagging systems:
- Provide superior traction in wet conditions
- Reduce belt slip under starting torque
- Protect pulley face from abrasive wear
That’s a smart move for mining or aggregate applications.
Shaft Hardening for Fatigue Resistance
Inside every custom drum pulley order, the shaft hardening does quiet but critical work.
Induction Hardening
- Chemical Resistance – Not applicable; mechanical property
- Fatigue Resistance
- Forged 42CrMo4 with induction-hardened bearing seats (HRC 50-55)
- Case depth 3-5mm for wear resistance
- Application Scope
- High-tension mining conveyors
- Long overland belts
- High-start-torque applications
C4 Bearing Clearance
- Flexibility
- Handles thermal expansion
- Reduces bearing seizure risk
- Common Products
- Mining conveyors
- High-temperature applications
BPA-NI Equivalents (coating)
- Compliance Focus
- Corrosion protection for humid environments
- Regulatory alignment
- CEMA standards
- Market Trend
- Rising demand in coastal mines
Coating selection depends on environmental exposure, humidity, and storage cycle. Skip this check, and corrosion eats into your drum pulley from the outside in.
Lagging Compatibility Guide
A drum pulley only works as well as its lagging system.
Lagging Type
- Rubber (60-75 Shore A) – General traction, dry conditions
- Ceramic – Extreme grip, wet/muddy conditions
- Herringbone groove – Water shedding, self-cleaning
Bond Strength
- Peel strength ≥12 N/mm for heavy duty
- Vulcanized bond preferred
- Cold bond for field repairs
Groove Pattern
- Herringbone: self-cleaning, water shedding
- Diamond: general traction
- Plain: even wear, dry applications
Compatibility checks usually follow this flow:
- Review application requirements
- Confirm belt speed and tension
- Select lagging type and groove pattern
- Run traction testing
For operations that need precise matching between drum pulley bodies and lagging systems, 海辉 provides coordinated solutions that reduce trial cycles and speed up field installation.
A solid drum pulley setup isn’t flashy. It just works. And that’s exactly the point.

How to Verify Drum Pulley Specifications?
Getting the specs right on a drum pulley is not just technical talk—it decides belt tracking, torque safety, and bearing fit. If your drum pulley dimensions are even slightly off, that conveyor belt might fail under stress.
Step 1: Measuring Shaft Diameter and Hardness Accurately
When checking the shaft diameter and hardness of a drum pulley, accuracy is everything. A tiny deviation can mess up bearing fit and compromise torque retention.
- Use calibrated micrometers with ±0.01 mm accuracy.
- Measure across multiple angles to avoid oval distortion errors.
- Compare readings against CEMA standards and bearing specs.
- Verify hardness at bearing seats (HRC 50-55).
Key checkpoints include:
- Shaft outer diameter
- Bearing seat diameter
- Hardness tolerance range
For common drum pulley sizes, reference data often looks like this:
| Pulley Type | Shaft Diameter (mm) | Tolerance (±mm) | Hardness (HRC) |
|---|---|---|---|
| Light duty | 80 | 0.05 | 45-50 |
| Standard duty | 100 | 0.05 | 50-55 |
| Heavy duty | 120 | 0.05 | 50-55 |
| Extreme duty | 140 | 0.05 | 52-56 |
If you’re sourcing a drum pulley for a high-tension conveyor, consistent shaft diameter ensures smooth bearing fit without manufacturing rework.
Step 2: Checking Shell Concentricity and Face Width
Beyond diameter, the shell concentricity, face width, and weld integrity shape how the belt tracks.
Focus on:
- Shell concentricity (≤0.5mm TIR)
- Face width tolerance
- Weld penetration depth
- Shell roundness
Inspection flow:
- Visual check for weld defects or distortion.
- Use a dial indicator to confirm concentricity.
- Measure face width against belt width spec.
- Simulate belt tracking to test alignment.
If the shell concentricity is off, tracking fails. Too much runout, and belt stress rises. A reliable drum pulley must handle belt tension without distortion.
Step 3: Confirming Wall Thickness and Lagging Bond
Wall strength matters just as much as shaft size. A drum pulley with uneven wall thickness may pass visual inspection but fail under load.
Check in layers:
Material Level
- Plate grade (S355)
- Wall thickness uniformity
Structural Level
- Side wall thickness
- Shell roundness
- Weld integrity
Performance Level
- Torque transfer
- Deformation threshold
Measure diameter, face width, and lagging bond strength to confirm designed torque capacity per CEMA specs. A quality drum pulley should match CEMA classifications without bulging or excessive deflection.
Manufacturers like Haihui pay close attention to shaft precision and wall consistency so every drum pulley fits bearings cleanly and performs steadily on conveyors. When specs align—from shaft hardness to shell concentricity—you avoid tracking issues, downtime, and costly shutdowns. That’s how a simple drum pulley earns real trust in production.
3 Common Failure Causes
A drum pulley may look harmless, yet tiny oversights can quietly ruin performance. When a drum pulley starts failing, it usually ties back to torque, lagging, or the shaft system.
Lagging Bond Failure Under Load
Inside every drum pulley, the lagging works as the core traction interface between pulley and belt. When things go wrong, it usually follows this pattern:
Load-related stress on lagging
- Starting torque pushes material beyond its designed peel strength
- Repeated slip cycles reduce bond integrity
- Sudden temperature shifts harden or soften rubber
Material mismatch issues
- Low-grade rubber lacks abrasion resistance
- Poor deformation recovery after impact
- Incompatible bonding agent weakens the interface
Resulting failure chain
- Micro gaps appear at bond line
- Lagging chunks separate from shell
- Full traction loss during peak load
For operations, tighter lagging material selection keeps a drum pulley from turning into a slip story.
Shaft Scoring and Bearing Seat Wear
The shaft and bearing seat hold the structure together. When integrity drops, failure follows.
Structural risk points
- Soft bearing seats (under HRC 50)
- Uneven induction hardening
- Hidden surface defects along the shaft
Inspection layers
- Visual shaft alignment check
- Hardness verification
- Micro-crack detection after hardening
Failure progression
- Minor bearing seat wear
- Gradual shaft scoring under load
- Shaft distortion during torque peaks
In a drum pulley stored or operated in harsh conditions, shaft weaknesses show up fast. Even a premium pulley must pass strict hardness checks to avoid field failures and safety complaints.
Misaligned Bearing Housing
The bearing housing connects the shaft to the frame. If alignment slips, performance drops.
Assembly precision control
- Housing-to-frame concentricity
- Controlled torque during mounting
- Clean seating surface before fit
Component interaction
- Housing tilt reduces bearing contact
- Uneven load on the bearing race
- Seal edge wear during rotation
Failure path formation
- Microscopic gap at the housing interface
- Gradual bearing wear
- Noticeable vibration during operation
Precision fit matters more than most people think. A slightly off-center housing can turn a perfectly good drum pulley into a maintenance item long before its time. That’s why 海辉 focuses on conveyor solutions that involve tight housing alignment standards—because small shifts in assembly control often decide if a pulley stays reliable or quietly fails.
FAQs
What materials are best for manufacturing a drum pulley for conveyor belt?
Material choice shapes torque capacity, cost, and service life.
- Forged 42CrMo4 shaft – High fatigue strength (1,500,000+ cycles), induction-hardened bearing seats (HRC 50-55), ideal for high-tension applications.
- Fabricated S355 shell – Cost-effective, good weldability, moderate tension applications.
- Stainless steel – Corrosion-resistant for washdown or chemical environments.
- Recycled content or virgin material blends – Balance sustainability and structural stability under CEMA standards.
The right match protects both belt tracking and operational reputation.
How does drum pulley construction affect durability and performance?
Construction is more than shape—it controls torque transfer and belt feel.
- Fabricated shell – Rolled and welded plate, cost-effective, good for standard applications.
- Forged shaft – Superior fatigue resistance, induction-hardened bearing seats, ideal for high-tension mining.
- Engineered lagging – Rubber (60-75 Shore A) for general traction; ceramic for extreme grip.
- Herringbone grooves – Self-cleaning, water shedding.
- Plain lagging – Even wear, dry applications.
Durability is proven through NDT weld inspection, hardness testing, and dynamic balancing.
How can lagging compatibility be confirmed before installation?
A small mismatch can cause major failure. Careful alignment prevents costly downtime.
① Measure face width and shell diameter precisely.
② Match lagging type to operating conditions (wet/dry, abrasive/mild).
③ Select bond strength ≥12 N/mm for heavy duty.
④ Confirm groove pattern (herringbone, diamond, plain).
⑤ Test traction under simulated load.
Final approval comes after bond peel testing and field traction verification.
Why are shaft hardening and coatings critical for drum pulley life?
A drum pulley carries more than belt tension—it carries operational trust.
Internally, induction hardening (HRC 50-55) protects bearing seats from wear. Case depth 3-5mm ensures long-term fatigue resistance.
Externally, coatings build durability through customization:
- Epoxy or polyurethane for corrosion protection
- Rubber or ceramic lagging for traction
- Herringbone grooves for water shedding
Protection inside preserves torque transfer. Finishing outside commands reliability per CEMA standards for material handling.
References
- Conveyor Component Market Size & Share Analysis – Grand View Research
- CEMA Conveyor Equipment Standards – cemanet.org
- Conveyor Component Performance Standards – CEMA
- Forged Shaft Engineering Principles – ASM International
- Smithers Bulk Handling Outlook 2025 – smithers.com
- ASTM A370 Mechanical Testing – astm.org
- ASTM E18 Hardness Testing – astm.org
- ASTM E709 Magnetic Particle Inspection – astm.org
- Induction Hardening Standards – ASM International
- CEMA Pulley Standards – cemanet.org
- Bearing Fitment Standards – SKF
- Lagging Bond Testing – rubbernews.com
- Haihui – Technical specifications for drum pulley for conveyor belt