用于谷物和骨料输送的斗式提升机头轮
A bucket elevator head pulley looks simple—until it fails. One tiny crack in the lagging bond, and your belt starts slipping like soda on a penny. Plant managers know that sinking feeling: belt tracking issues, rejected batches, production downtime on the line. The pulley isn’t just a component. It’s insurance.
“Pulley integrity decides elevator uptime,” says a Haihui senior engineer in a 2025 internal quality briefing, pointing to rising global demand for reliable bucket elevator components reported by Smithers’ 2024 bulk handling review.
Pick the wrong pulley, and you’re gambling. Pick the right one, and your operation sleeps easy.
Key Points for Bucket Elevator Head Pulley Success
➔ Pulley Selection: Ensure shaft, shell, and lagging resist wear, impact, and belt slippage—forged shafts and ceramic lagging boost traction integrity.
➔ Surface Preparation: Use proper shaft machining and shell concentricity to enhance bearing fit and mechanical bonding before assembly.
➔ Quality Assurance: Test hardness with Rockwell C, concentricity with dial indicators, and lagging bond with peel testing to guarantee reliable, pressure-tested performance.
Why Head Pulley Integrity Matters For Bucket Elevators
A bucket elevator head pulley looks simple, yet its components do heavy lifting. From grain handling to aggregate transport, proper shaft hardening and lagging keep the elevator safe, clean, and long-lasting in daily use.
Preventing Belt Slippage in High-Tension Elevators
Bucket elevators often carry heavy, abrasive materials that trigger belt degradation. In a head pulley, that risk grows when belts run for hours under tension.
Core Risk Factors
- High starting torque from loaded buckets
- Moisture and dust exposure
- Abrasive materials like grain, sand, or aggregate
Protection System
- Rubber or ceramic lagging improves traction
- Supports slip prevention
- External surface protection shields from scratches
- Preserves pulley integrity
Without proper lagging, even a tough head pulley can lose grip over time. With proper lining, pulley integrity stays stable, and the head pulley maintains performance across grain, fertilizer, and aggregate applications.
Enhancing Traction with Herringbone and Ceramic Lagging
Lagging is an electrochemical process that thickens the traction layer. That boost drives real grip enhancement.
Key gains include:
- Stronger traction under wet or dusty conditions
- Better abrasion resistance
- Reliable surface for belt contact
| Lagging Type | Thickness (mm) | Traction Coefficient (wet) | Abrasion Loss (mg) |
|---|---|---|---|
| Bare Steel (baseline) | 0 | 0.1-0.2 | N/A |
| Plain Rubber | 8-12 | 0.3-0.4 | 35 |
| Herringbone Rubber | 8-12 | 0.4-0.5 | 18 |
| Ceramic | 10-15 | 0.5-0.6 | 8 |
For a bucket elevator head pulley used in wet or dusty environments, that thicker traction layer keeps the pulley stable under load swings.
Boosting Longevity of High-Tension Pulleys
A bucket elevator head pulley sees a lot of start-stop cycles—grain bins, aggregate silos, fertilizer plants. Lagging and shaft hardening directly impact pulley longevity.
Durability Framework
- High-tension components require reinforcement
- Repeated starting torque stresses the shaft and keyway
Protective Strategy
- Apply induction hardening (HRC 50-55)
- Increase wear resistance at bearing seats
- Limit stress cracking
- Maintain structural integrity
- Prevent shaft bending
When shaft hardening is done right, the bucket elevator head pulley gains an extended lifespan, keeping the elevator reliable for grain, fertilizer, and aggregate handling.

Key Component Types For Head Pulley Durability
A bucket elevator head pulley looks simple on the outside, yet durability comes from what’s layered within and around it. From forged shafts to surface films, each choice keeps your head pulley working smoothly and lasting longer.
Forged Shaft for Torque Transfer and Fatigue Resistance
For a bucket elevator head pulley, performance begins with the shaft.
- Forged 42CrMo4 shaft acts as a sealed torque carrier between motor and belt.
- This layer supports torque transfer and long-term fatigue resistance under load.
- Strong corrosion protection keeps moisture from attacking bearing seats.
In production, the process typically follows:
- Shaft bar stock inspection
- Precision CNC machining
- Induction hardening (HRC 50-55)
- Bearing seat grinding
- Keyway broaching
Under torque testing:
- Shaft hardness (HRC 50-55)
- Straightness check (≤0.2mm/m)
- Keyway fit verification
That’s how a bucket elevator head pulley avoids shaft failure and keeps torque transfer clean and consistent.
Fabricated Shell with Full-Penetration Welds
A bucket elevator head pulley often handles tough stuff—grain, fertilizer, aggregate.
At the core is the fabricated shell, forming a strong structure with full-penetration welds.
Protection includes:
- Structural strength for high belt tension
- Impact resistance against falling material
- Weld integrity for long-term reliability
Application logic:
- Material compatibility testing with abrasive materials
- Plate thickness selection (10-25mm)
- Weld penetration analysis
- Shell deposition
- Controlled plate thickness
- Even rolling coverage
- Post-fabrication validation
- NDT weld inspection (ultrasonic/MPI)
- Dimensional verification
This is where structural strength truly counts. A high-grade bucket elevator head pulley with fabricated shell stays stable, reducing shell deflection and keeping material flowing.
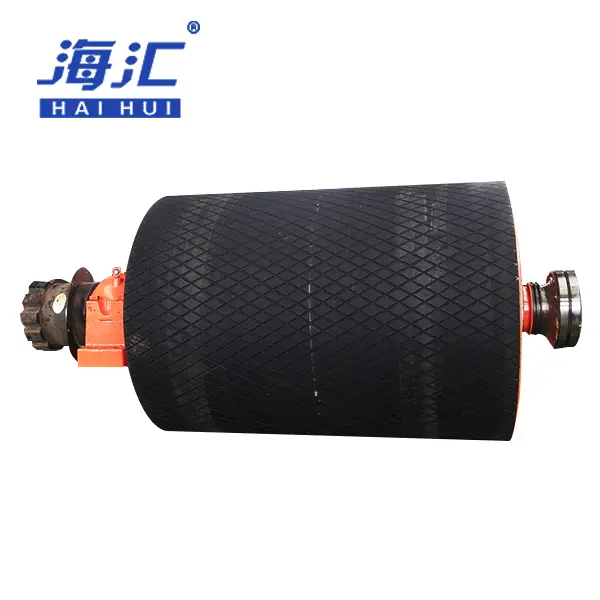
Rubber Lagging for Traction and Belt Protection
Outside matters too. The bucket elevator head pulley faces abrasive material, bulk cartons, and daily handling.
Rubber lagging adds a hardened traction surface built for grip and belt protection.
Key performance areas:
- Belt contact under load
- Impact resistance against falling material
- Edge wear control
Benefits in real use:
- Better traction during start-up
- Reduced belt slip
- Keeps that “fresh install” reliability
A well-lagged head pulley simply holds up better.
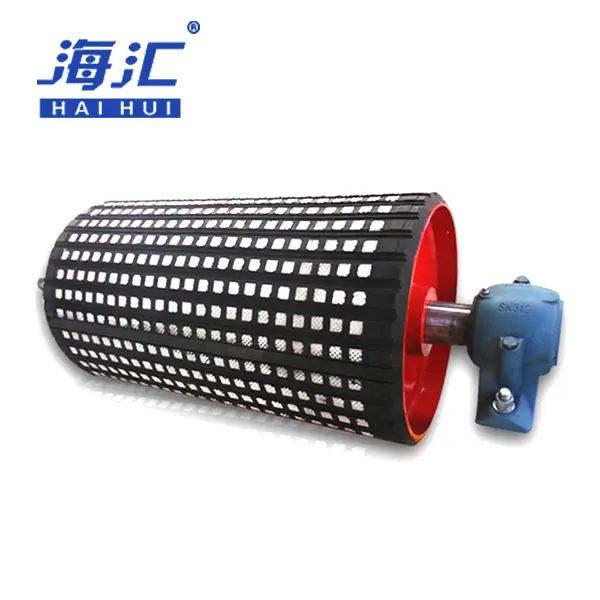
Ceramic Lagging for Extreme Traction
For high-wear applications, ceramic lagging technology steps in.
Process overview:
- Apply ceramic tiles embedded in rubber matrix.
- Initiate vulcanization process under heat and pressure.
- Lock in grip and durability within minutes.
Layer composition includes:
- Advanced tile technology
- Stabilizers for impact
- Agents for flexibility
- Certified bonding systems
Final checks ensure:
- Tile coverage consistency (60-80%)
- Peel strength rating (≥12 N/mm)
- Long-term traction performance
This finishing layer gives the bucket elevator head pulley extra resilience while keeping regulatory boxes ticked. Simple on the outside, smart engineering underneath.
Shaft Preparation: Induction Hardening vs. Through-Hardening
Before any coating sticks to a head pulley, the shaft has to be properly prepped. Shaft preparation keeps a bucket elevator head pulley clean, active, and ready for durable finishes, so the final pulley performs and lasts.
Induction Hardening
For a bucket elevator head pulley, hardening is not casual heating; it is controlled induction designed to create a hard wear surface while maintaining a tough core.
Core purpose
- Remove surface soft spots from machining
- Harden bearing seats using induction
- Prepare consistent surface for bearing fit
Process flow
- Pre-heat to remove residual stress
- Apply induction hardening coil
- Quench to lock in hardness (HRC 50-55)
Quality checkpoints
- Hardness traverse (HRC 50-55)
- Case depth verification (3-5mm)
- Bearing seat cleanliness
A 2025 Smithers bulk handling report notes:
“Shaft hardness remains the primary factor influencing bearing life in conveyor and elevator applications.”
That insight hits home for any bucket elevator manufacturer aiming for stable performance.
Through-Hardening
If induction hardens, through-hardening activates the entire shaft. On a bucket elevator head pulley, through-hardening reshapes the material at a microscopic level.
Heat treatment
- Apply controlled heat
- Transform internal structure
- Create uniform hardness profile
Surface transformation
- Controlled hardening improves mechanical strength
- Consistent hardness supports bearing fit
- Enhanced fatigue resistance
Protection outcome
- Better resistance to bending
- More even torque transfer
- Longer service life for bucket elevator products
When both treatments are balanced, the bucket elevator head pulley doesn’t just perform. It holds up under daily use, load swings, and real-world handling without flaking or fading.
How To Test Head Pulley Quality
Testing head pulley quality on a bucket elevator isn’t just shop talk—it keeps every elevator unit safe, durable, and reliable. From grain handling lines to aggregate operations, accurate checks protect product flow and brand trust.
Hardness Testing for Shaft Integrity
When checking a bucket elevator head pulley, Rockwell C hardness testing works like a smart scan:
Core principle
- Indenter penetrates the bearing seat surface
- A transducer measures depth
- The Rockwell scale calculates hardness value
Measurement logic
- Based on material hardness
- Influenced by case depth
- Outputs precise hardness values (HRC 50-55)
Why it matters for bucket elevator production
- Non-invasive and non-destructive
- Ideal for finished shafts
- Maintains torque-tested safety
For high-volume lines like Haihui, this method keeps every bucket elevator head pulley consistent across diameter and face width without cutting one open.
Concentricity Measurement for Shell Roundness
For fabricated shells, concentricity measurement keeps things fast:
- A dial indicator is positioned on the shell face.
- The pulley is rotated.
- Runout is measured.
Nested application insight:
- On fabricated shells
- Works perfectly with rolled and welded steel
- Reads variation between shell center and bearing centers
On production lines
- Uses a calibrated dial indicator
- Ensures each pulley meets spec (≤0.5mm TIR)
This method suits bulk pulley runs where speed really counts.
Peel Testing for Lagging Bond
Sometimes you need to see it to believe it.
Sample handling
- Careful sample preparation
- Cut strip from lagging
Visual inspection
- Clear peel interface under load
- High magnification reveals bond quality
- Software-based analysis confirms peel strength (≥12 N/mm)
Audit role
- Considered destructive testing
- Validates internal structure of pulley batches
Used selectively, this gives final proof that every bucket elevator head pulley leaving the factory meets lagging standards—no guesswork, just visible evidence.

OEM Scenario: Grain Handling Head Pulleys
Grain handling operations using a bucket elevator head pulley care about safety, supply rhythm, and steady quality. From grain elevators to feed mills, every head pulley choice shapes product trust. Here’s how smart OEM planning keeps each head pulley compliant, scalable, and market-ready.
CEMA-Compliant Shaft for Grain Applications
When a bucket elevator head pulley handles grain, CEMA compliance is non-negotiable. The shaft works as a shield between motor torque and belt, protecting uptime and material flow.
Core compliance controls
- Shaft materials: Forged 42CrMo4
- Tested for torque resistance and fatigue tolerance
- Hardness verification (HRC 50-55)
Functional compatibility
- Keyway fit integrity
- Bearing housing alignment
- Seal area continuity
For brands choosing Haihui, each bucket elevator head pulley is validated not just for paperwork, but for real mill use. That’s peace of mind in a component that touches daily throughput.
Custom Tooling for Bulk Supply of Grain Pulleys
Scaling a bucket elevator head pulley program means tight customization control.
Tooling development path
- Mold/shell design
- Shaft diameter tolerance (±0.05mm)
- Face width accuracy
- Pulley specifications alignment
- 500mm to 1600mm diameter options
- Custom face width for belt fit
Material compatibility
- Alloy selection for torque resistance
- Lagging adhesion testing
Bulk supply planning
- Production efficiency tracking
- Preventive tooling maintenance
- Output stability for bulk supply contracts
A bucket elevator head pulley with the right face width avoids belt tracking issues and keeps product moving. Small detail. Big impact.
Production Lead Time in Contract Manufacturing Partnerships
Stable production lead time keeps elevators running and brand stress low.
Demand forecast alignment
- Monthly rolling forecast
- Safety stock definition
Manufacturing schedule control
- Automated welding lines
- Inline NDT inspection
- 100% hardness testing
Logistics planning
- Pallet optimization
- Export crate drop tests
Clear partnership agreements
- Delivery timelines
- Penalty and buffer clauses
With Haihui, each bucket elevator head pulley moves through a steady manufacturing rhythm, from forged shaft forming to final packed pulley shipment. Simple flow. Reliable supply.
FAQs
Why do shaft and lagging matter for a bucket elevator head pulley in grain and aggregate applications?
A bucket elevator head pulley often uses forged steel formed by machining and hardening into a seamless component. Without protection, even a corrosion-resistant alloy can react with aggressive materials.
- Forged shaft shields the torque path from stress in grain, fertilizer, and aggregate applications.
- Induction hardening (HRC 50-55) strengthens the bearing seats.
- Proper lagging (rubber or ceramic) supports traction while preserving a leak-proof, pressure-tested component.
The result is longer service life, stable belt tracking, and stronger quality assurance under CEMA-certified systems.
What shaft treatment ensures reliable torque transfer under load?
Torque transfer safety depends on the bond between shaft material and induction hardening.
- Forged 42CrMo4 shafts create a continuous torque path.
- Controlled induction hardening locks hardness (HRC 50-55) after machining.
- Hardness validation and concentricity checks confirm stability before assembly automation installs bearings and housing.
This layered protection keeps the keyway, bearing seats, and shaft working cleanly from first start to last shutdown.
How do manufacturing processes affect the durability of a bucket elevator head pulley?
Durability begins with material choice and ends with inspection.
- Forging and machining shape a high-strength, straight shaft.
- Precision control of diameter, face width, and bearing fit ensures tight assembly.
- Surface treatment and lagging defend against wear.
- Final pressure-tested checks secure performance for grain, fertilizer, and aggregate operations.
Each step builds confidence that the pulley will handle daily loading, transport, and bulk supply storage.
How do custom tooling and contract manufacturing influence OEM orders?
For OEM buyers in grain handling or aggregate operations, details decide timelines and trust.
- Custom tooling defines face width, lagging pattern, and shaft size to match specific elevator designs.
- Contract manufacturing integrates shell rolling, welding, and NDT inspection under one roof.
This coordination shortens production lead time, supports private label solutions, and aligns with CEMA and MSHA regulations through clear supply agreements and long-term vendor partnerships.
References
- Smithers Bulk Handling Outlook 2025 – smithers.com
- CEMA Conveyor Equipment Standards – cemanet.org
- ASTM E18 Hardness Testing – astm.org
- ASTM E709 Magnetic Particle Inspection – astm.org
- ASM International – Forging and induction hardening guidelines
- SKF Bearing Fitment Standards – skf.com
- Haihui – Technical specifications for bucket elevator head pulley