Steel Rollers for Conveyor:The $10 Decision That Costs $10,000
Buying steel rollers for a conveyor sounds like the easy part of any bulk handling project. It‘s not. One roller with a thin tube, one bearing that wasn’t sealed right, and suddenly your belt is tracking off, the frame is rattling, and your maintenance crew is swapping out rollers every month like they‘re light bulbs. For plant managers, that’s not a small annoyance—that‘s a production killer that bleeds labor hours and belt life.
“We saved two bucks a roller,” a maintenance supervisor told me, shaking his head. “Spent twenty grand on extra labor over two years replacing them. Smartest dumb decision we ever made.”
The global market for steel conveyor rollers was valued at over $5.5 billion in 2024, according to industry sources. Most of that spend is replacement of rollers that failed early—not from wear, but from being spec‘ed wrong from the start.
So before you sign off on a bulk roller order, check the tube thickness, the bearing seal, the shaft straightness, and the weld quality. Because in this business, cutting corners on steel rollers doesn’t save money—it buys downtime.
Quick Answers: Steel Rollers for Conveyor Essentials
➔ Tube & Material: Specify S235 or S355 steel, wall thickness 2.5–4.0 mm depending on duty, and certified material traceability.
➔ Bearing & Shaft: Choose deep groove bearings (P0 for light duty, P6 for heavy), cold‑drawn or turned shaft, straightness ≤0.2 mm/m.
➔ Sealing & Protection: Specify labyrinth (IP54) for dry indoor, contact seals (IP65) for dusty/wet, lithium complex grease NLGI 2.
➔ Fabrication & Balance: Ensure concentric welding, dynamic balancing (ISO 1940 G‑16), and 100% spin testing before shipment.

Why Most Steel Rollers Die Young
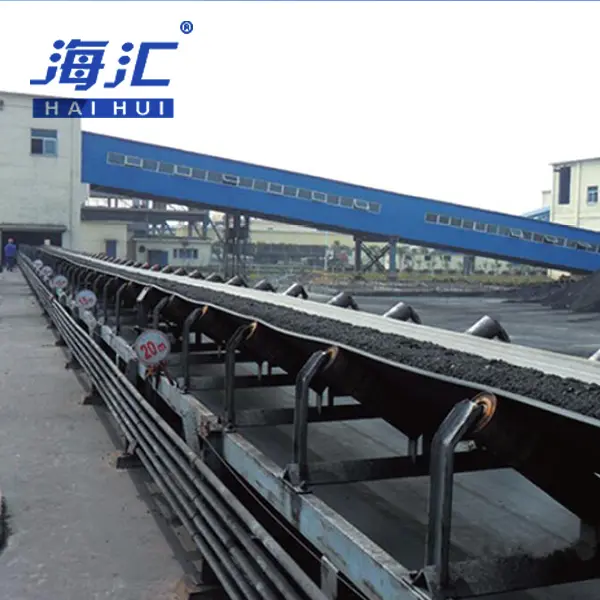
Steel rollers don‘t fail from old age. They fail from bad decisions made before they ever touched a conveyor. A roller that would last ten years in a warehouse might die in ten months under a crusher—not because the roller changed, but because nobody asked where it was going.
I’ve walked through plants where the same roller spec was used everywhere: head pulley, tail pulley, impact zone, return strand. One spec for everything. That‘s like using the same tire on a dragster and a golf cart. It works on one end and fails on the other.
“We had a standard roller spec for twenty years,” a plant engineer told me. “Then we put in a new conveyor with a longer load zone. Same roller spec. They were failing in eight months. We didn’t change the roller—we changed where we put it.”
Tube Wall Thickness — The Backbone
The tube is what carries the load. Thin tubes flex. Flexing tubes wear the belt unevenly. Uneven belt wear means premature replacement.
| Roller Diameter | Light Duty (mm) | General Duty (mm) | Heavy Duty (mm) |
|---|---|---|---|
| 63 mm | 1.5 | 2.0 | 2.5 |
| 76 mm | 1.8 | 2.2 | 2.8 |
| 89 mm | 2.0 | 2.5 | 3.0 |
| 114 mm | 2.5 | 3.0 | 3.5 |
| 133 mm | 3.0 | 3.5 | 4.0 |
| 159 mm | 3.0 | 4.0 | 5.0 |
“I’ve pulled 2.5mm wall rollers out of a heavy aggregate conveyor,” a fitter told me. “They were egg‑shaped. The bearings were fine, the seals were fine. The tube just couldn‘t take the load. Switched to 3.5mm. That was three years ago.”
Steel Grade Matters Too
- S235: Good for light duty, dry environments, low impact.
- S355: Better yield strength, standard for most general industrial use.
- Hardened tube: Induction‑hardened surface for abrasive environments.
Bearing Grade — The Quiet Killer
The bearing is the roller’s heart. Cheap bearings spin fine on the bench. Under load, with dust and vibration, they fail.
| Bearing Grade | Accuracy | Best For |
|---|---|---|
| P0 | Normal | Light duty, slow belts, indoor |
| P6 | Tighter | General industrial, medium speed |
| P5 | High precision | High speed (>2.5 m/s), long conveyors |
“We used P0 bearings for everything,” a maintenance manager admitted. “Saved a few bucks per roller. Then we put a conveyor on a long run with higher belt speed. Bearings started failing at eighteen months. Switched to P6 on that line. Problem solved.”
Shaft Requirements
- Material: C45 or 40Cr for most applications
- Straightness: ≤0.2 mm per meter
- Surface finish: ≤0.8 µm Ra for bearing seats
- Corrosion protection: Light oil or phosphate for indoor; zinc plating for outdoor
“A bent shaft destroys bearings from the inside,” one ハイフイ engineer told me. “The bearing inner ring gets misaligned, the balls ride unevenly, heat builds, and the grease cooks. We check every shaft on a straightness gauge. No guessing.”
Seal Types — The First Line of Defense
The seal keeps dirt out and grease in. Get it wrong, and the bearing dies young.
| Seal Type | IP Rating | Drag | Best For |
|---|---|---|---|
| Labyrinth (non‑contact) | IP54 | Low | Dry, clean indoor, light dust |
| Single contact lip | IP55 | Low‑medium | General indoor, occasional dust |
| Double contact lip | IP65 | Medium | Outdoor, moderate dust and moisture |
| Triple labyrinth | IP65 | Low‑medium | Dry bulk handling, fine dust |
“I’ve seen plants spend good money on bearings and tubes, then cheap out on seals,” a ハイフイ applications engineer said. “Fine dust gets in, the bearing grinds to a halt in months, and they blame the roller. It wasn‘t the roller. It was the seal.”
Grease and Lubrication
- Type: Lithium complex, NLGI 2
- Operating range: –20°C to +120°C
- Fill volume: 25–40% of bearing cavity
- Relubricatable option: Available for long conveyors or high‑temperature environments
Spin Testing — The Final Check
A roller that doesn’t spin freely on the bench won‘t spin freely on the belt. Spin testing catches bad bearings, bent shafts, and tight seals before they become field problems.
For high‑volume roller orders, ハイフイ spin‑tests every roller before packing. Not a random sample—every single one. If it doesn’t spin smoothly, it doesn‘t ship.
The Hidden Cost of “One Spec Fits All”
Using the same roller spec everywhere is the most common mistake I see. It’s easy. It‘s lazy. And it’s expensive.
| Conveyor Zone | Right Spec | Wrong Spec | Consequence |
|---|---|---|---|
| Load zone / impact | Thick wall, rubber rings, P6 bearings, double seals | Standard tube, labyrinth seals | Rollers fail in months |
| Return strand | Flat or V‑return, standard wall | Same as carrying side | Unnecessary cost |
| Long overland | P5 bearings, tight balance, low drag seals | P0 bearings, labyrinth | High power draw, bearing failure |
| Wet / outdoor | Zinc coating, double seals, relubricatable | Standard finish, labyrinth | Rust, seal failure |
“We used to buy one roller for the whole plant,” a plant manager told me. “Now we buy three specs. It’s a little more work upfront. Our roller failure rate dropped by two‑thirds.”
Steel Grade vs. Wall Thickness — Finding the Sweet Spot
| Tube Grade | Wall (mm) | Yield (MPa) | Cost Index | Best Use |
|---|---|---|---|---|
| S235 | 2.5 | 235 | 1.0 | Light duty, indoor, dry |
| S235 | 3.0 | 235 | 1.2 | General duty, light impact |
| S355 | 3.0 | 355 | 1.4 | Heavy duty, moderate impact |
| S355 | 3.5 | 355 | 1.7 | Extreme duty, high impact |
For most general industrial applications, S355 with 3.0–3.5 mm wall is the sweet spot—good strength, reasonable cost, lasts for years.

OEM vs. Off‑The‑Shelf Steel Rollers
OEM Rollers
- Customization: Exact length, shaft ends, bearing spacing, seal type.
- Quality control: Weld inspection, concentricity check, 100% spin test.
- Lead time: 4–6 weeks.
- Best for: Custom conveyors, tight spaces, or when standard sizes don‘t fit.
Off‑the‑shelf rollers
- Availability: Stock sizes, 1–2 weeks lead time.
- Cost: Lower unit price, no tooling fee.
- Trade‑off: Fixed lengths, standard seals only.
ハイフイ keeps ready‑to‑ship stock for common steel roller sizes (89, 114, 133 mm) with standard wall and bearings. I’ve seen them ship a pallet of 300 rollers in a week.
4 Shipping Considerations for Bulk Steel Roller Orders
1. Bulk Packaging
- Rust inhibitor or light oil
- Cardboard sleeves or foam between layers
- Banded pallets with corner boards
2. Palletized Shipments
| Container | Typical Rollers (89mm x 1000mm) | Weight (kg) |
|---|---|---|
| 20ft | 1,600–1,800 | 4,800–5,500 |
| 40ft | 3,500–3,800 | 10,500–11,500 |
3. Lead Time
- Fabrication: 3–5 weeks
- Inspection + packing: 1 week
- Sea freight + customs: 10–15 days
ハイフイ sends packing photos before sealing—you see exactly how your rollers are loaded.
How to Verify Steel Roller Supplier Credibility
| Check | Key Indicator | Acceptable Range |
|---|---|---|
| Tube weld | Penetration + visual | Full penetration, smooth finish |
| Concentricity | Runout between bearing seats | ≤0.3 mm |
| Shaft straightness | TIR | ≤0.2 mm/m |
| Spin test | Free spin, no grinding | Coast time ≥4 seconds |
ハイフイ publishes quarterly quality summaries—defect rates, return reasons, corrective actions. You don‘t have to beg for data.
FAQs
1. What steel rollers suit different applications?
- Warehouse / distribution: S235, 2.0–2.5 mm wall, labyrinth seals, P0 bearings.
- Aggregates / bulk handling: S355, 3.0–3.5 mm wall, double contact seals, P6 bearings.
- High speed / long overland: P5 bearings, tight balance, low‑drag seals.
- Outdoor / wet: Zinc coating, double seals, relubricatable option.
2. How do bearings and seals affect roller life?
- Bearings: P0 for light duty, P6 for general, P5 for high speed.
- Seals: Labyrinth for dry indoor, contact seals for dust/moisture.
- Verification: Spin test + torque measurement.
3. What should buyers check before a long‑term roller contract?
- Tube wall thickness and material certificate.
- Bearing brand and grade in writing.
- Seal type and IP rating.
- Spin test acceptance criteria.
- Quality hold points—in‑process weld inspection, final audit.
When tube, bearing, and seal are spec‘ed right, steel rollers become boringly reliable. And on a production line, boring is exactly what you want—no surprises, no midnight calls, no belt tracking issues for no good reason.
References
- Modern Bulk Handling – Steel Roller Market Estimate 2024
- DIN 22107 – Idlers for belt conveyors
- ISO 1940 – Mechanical vibration – Balance quality requirements
- Haihui – Technical data sheets for steel conveyor rollers