Ceramic Lagging Conveyor Pulley:Stop Belt Slippage & Downtime
- What Is Inside a Ceramic Lagging Conveyor Pulley
- 5 Key Components of Every Ceramic Lagging Conveyor Pulley
- Ceramic Lagging Pulley Traction Dynamics Explained
- Why Temperature Matters for Ceramic Lagging Pulleys
- Troubleshooting Poor Belt Tracking
- Mining & Quarry Applications: Regulatory Considerations
- FAQs about Ceramic Lagging Conveyor Pulley
- Partner with Haihui for Your Conveyor Pulley Needs
- References
A ceramic lagging conveyor pulley is a traction-packed workhorse dictating belt performance. If your belt slips or fails in wet or muddy conditions, production drops and maintenance costs climb. Understanding the underlying physics of friction keeps grip steady, belt tracking precise, and your plant compliant.
Key Notes for Ceramic Lagging Conveyor Pulley Mastery
➔ Shell Selection: Choose fabricated S355 steel for structural strength or stainless steel for corrosion resistance; shell concentricity defines traction capacity.
➔ Lagging Assembly: Precision in ceramic tile placement, vulcanized bonding, and groove pattern ensures maximum grip and water shedding.
➔ Bond Control: Accurate vulcanization temperature (150-160°C) and ≥12 N/mm peel strength deliver reliable tile retention.
➔ Temperature Effects: Account for friction heat buildup (avoiding >100°C continuous) to maintain bond integrity.
➔ Regulatory Compliance: Follow MSHA, CEMA, and ISO certification rules, plus OSHA guarding standards for plant safety.
Looking for high-performance ceramic lagging conveyor pulleys? With over 15 years of mining and aggregate expertise and a 50,000+ m² heavy industrial facility, Haihui manufactures premium lagged pulleys that meet rigorous CEMA, MSHA, and ISO standards.
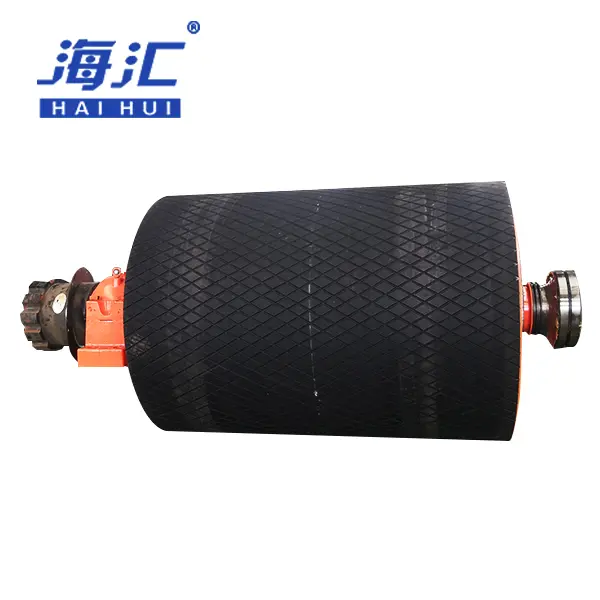
What Is Inside a Ceramic Lagging Conveyor Pulley
Inside a ceramic lagging conveyor pulley sits an engineered system of traction, bond, and precision. Every component governs grip and belt tracking.
Fabricated steel shell: balancing weight and structural strength
The shell acts as the torque-transferring core, keeping the pulley round while remaining strong.
Material selection
- Steel (S355) – Higher structural strength, excellent weldability. Superior dent resistance for quarry applications.
- Stainless steel (304/316) – Natural corrosion resistance for chemical or washdown environments.
Manufacturing process
- Shell rolling and welding form rigid steel structures.
- Full-penetration welding with NDT inspection ensures integrity.
- Surface preparation (abrasive blasting to SSPC-SP10) prepares for bonding.
Performance factors
- Shell concentricity (≤0.5 mm TIR) governs belt tracking.
- Weld quality dictates long-term durability under high torque.
Balancing material, weight, and concentricity defines safety. Too thin invites deflection; too heavy increases rotating mass and bearing load.
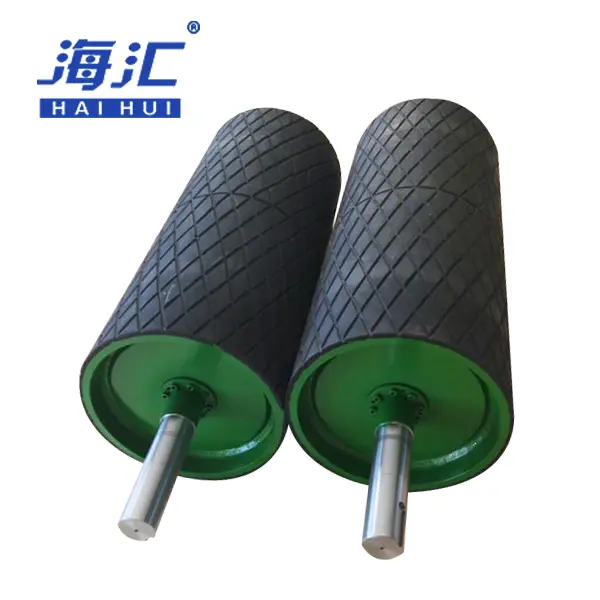
Ceramic lagging, bonding layer, and groove pattern: delivering traction
The lagging system dictates grip precision. Ceramic tiles (6×6 mm or 12×12 mm) embedded in rubber require exact bonding parameters to prevent tile loss.
Core components
- Ceramic tiles – High-alumina content (92-95% Al₂O₃) for extreme abrasion resistance.
- Rubber interlayer – SBR or natural rubber (60-75 Shore A) absorbs impact.
- Bonding layer – Chemically bonds ceramic to rubber, rubber to steel.
- Groove pattern – Herringbone channels shed water and fines.
Functional layers
- Grip layer – Ceramic tiles provide friction coefficient (0.6-0.9 vs. rubber 0.4-0.5).
- Water shedding layer – Grooves channel moisture away from belt interface.
- Abrasion layer – Ceramic resists wear from abrasive aggregate.
Assembly logic
- Exact tile placement ensures uniform coverage (60-80% of face).
- High-pressure vulcanization (150-160°C) secures rubber-to-steel bond.
- Peel testing (≥12 N/mm) validates bond integrity.
Demand for ceramic lagging is accelerating as mines and quarries prioritize uptime in wet or slippery conditions.
Compressed bonding parameters: temperature, pressure, and time
The vulcanization process is the engine of ceramic lagging. It poses no risk of tile detachment when done correctly—just a durable, high-grip surface under strict control.
Key performance drivers
- Vulcanization temperature (150-160°C) calibrated to rubber compound.
- High gas purity in press (steam or hot oil) prevents uneven curing.
- Verified peel strength of the bond layer.
Operational flow
- Prepare shell (abrasive blasting, primer application).
- Position ceramic tiles in rubber matrix.
- Apply pressure and heat in vulcanizing press.
- Cure for calculated dwell time (60-90 minutes depending on thickness).
The lagging defines grip and regulatory compliance. Bond strength dictates service life, while tile coverage defines traction safety margins.
5 Key Components of Every Ceramic Lagging Conveyor Pulley
Each pulley component plays a calculated role in safety, traction, and lifespan.
Shell material: S355 steel vs. stainless steel
The shell directly dictates structural integrity and concentricity.
- S355 steel – Core material: High-strength low-alloy structural steel. Key performance: High structural integrity under belt tension; strong weldability. Design variables: Wall thickness (10-25 mm), face width.
- Stainless steel (304/316) – Core material: Austenitic stainless. Performance: Natural corrosion resistance for chemical or washdown environments, slightly higher cost. Sustainability: Long service life in corrosive conditions.
Steel dominates high-tension aggregate applications, while stainless is preferred for fertilizer, chemical, or washdown environments.
Ceramic tiles and rubber matrix: precise traction delivery
The tiles and matrix govern actual grip delivery.
- Ceramic tiles – Must have high alumina content (92-95%). Too low, and they wear fast; too high, and they become brittle.
- Tile size – 6×6 mm for moderate grip, 12×12 mm for extreme abrasion.
- Rubber matrix – 60-75 Shore A durometer; too soft and tiles sink, too hard and grip decreases.
Key working elements
- Traction – Belt pressure compresses rubber, exposing ceramic tips.
- Precision control – Tile coverage (60-80%) balances grip and wear resistance.
Bond layer and vulcanization: test essentials
The bond and vulcanization are the primary defenses against tile loss.
Core structure
- Bonding system – Chemically bonds ceramic to rubber, rubber to steel.
- Vulcanization – Heat and pressure cure the bond.
Manufacturing control layers
- Automated temperature monitoring during vulcanization.
- Peel testing to 1.5x operating requirements.
- Long-term heat aging trials.
Bond testing validates tile retention and material compatibility, ensuring the ceramic lagging pulley remains viable from factory to quarry.
Groove pattern: herringbone vs. plain
Groove pattern is bound by strict engineering limits (like CEMA recommendations for wet applications).
Key control factors
- Herringbone pattern – V-shaped grooves channel water and fines to pulley edges. Best for wet or muddy conditions.
- Plain pattern – No grooves, even wear. Best for dry, clean applications.
| Pulley diameter (mm) | Recommended groove depth (mm) | Coverage (%) |
|---|---|---|
| 500 | 6-8 | 60-70 |
| 800 | 8-10 | 65-75 |
| 1000 | 10-12 | 70-80 |
| 1200+ | 12-15 | 75-85 |
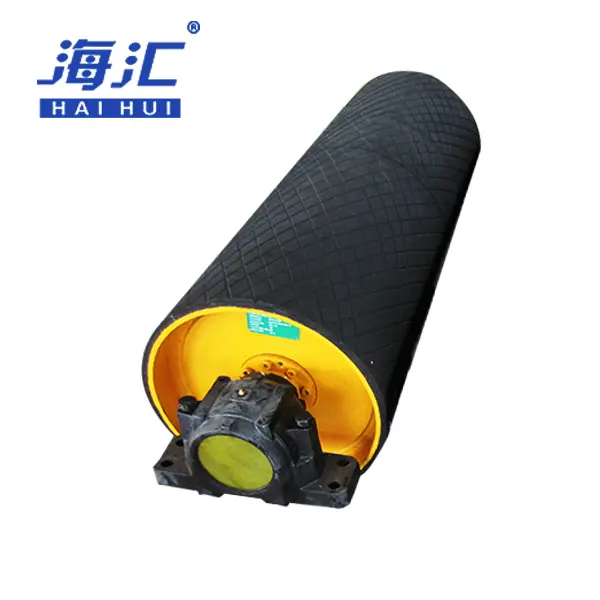
Face and shaft: dynamic balancing and concentricity
The dual surface finish and shaft straightness ensure structural survival.
Shaft provides
- Fatigue resistance (42CrMo4 forged, HRC 50-55 bearing seats).
- Torque transfer integrity.
Shell concentricity handles
- Face runout (≤0.5 mm TIR) for smooth belt tracking.
- Dynamic balancing (G-16 minimum for belt speeds >3 m/s).
Elevate Your Plant’s Conveyor Reliability with OEM/ODM Pulleys Don’t let belt slip limit your production. Haihui offers complete customization, including engineered ceramic lagging and forged shafts. We provide 1-day solution proposals and can deliver custom pulleys in approximately 6-8 weeks. Contact our experts to get started.

Ceramic Lagging Pulley Traction Dynamics Explained
Traction, temperature, and material limits are intrinsically linked.
How friction coefficient shifts with surface conditions
Ceramic lagging exists in dry-wet equilibrium. As moisture increases, rubber friction drops, but ceramic tiles maintain contact. Water approaches a hydroplane state at high belt speeds, dramatically changing traction dynamics.
| Surface condition | Rubber friction coefficient | Ceramic friction coefficient | Relative grip (%) |
|---|---|---|---|
| Dry | 0.4-0.5 | 0.5-0.6 | 100 |
| Damp | 0.3-0.4 | 0.5-0.6 | 120-150 |
| Wet | 0.2-0.3 | 0.5-0.6 | 150-200 |
| Muddy | 0.1-0.2 | 0.4-0.5 | 200-300 |
A slight change in moisture demands significantly higher grip, making ceramic lagging mandatory for wet applications.
Role of tile coverage in maintaining consistent traction
High ceramic coverage (≥70%) prevents slippage. Low coverage (≤60%) causes belt slip and accelerated lagging wear. Clean grooves ensure steady traction consistency.
Importance of bond strength and CEMA regulations
Safety design utilizes a layered approach:
- Built-in protection – Vulcanized bond (≥12 N/mm peel) before catastrophic tile loss.
- Regulatory compliance – Alignment with CEMA standards, dictating lagging specifications for drive pulleys.
Impact of groove pattern on discharge duration
- Measure required grip coefficient.
- Select herringbone for wet, plain for dry.
- Verify groove depth and coverage.
- Test under site conditions.
Higher tile coverage extends lagging life but reduces initial rubber contact. Balanced coverage optimization ensures safe, steady grip.
Why Temperature Matters for Ceramic Lagging Pulleys
Temperature fluctuations directly manipulate rubber hardness, bond integrity, and tile retention.
Heat buildup at extreme belt speeds
At high speed (>4 m/s): Friction heat climbs sharply (up to 80-100°C). The rubber interlayer can soften, risking tile loss if bond temperature rating is insufficient. High-spec ceramic lagging designs are mandatory for high-speed conveyors.
At extreme cold (< -10°C): Rubber hardens, reducing flexibility and grip.
Haihui engineers simulate intense thermal cycling so the ceramic lagging pulley maintains structural and functional stability across all climates.
Rubber hardness and material expansion during curing
During vulcanization, controlled heat and pressure lock in bond integrity.
| Temperature (°C) | Bond peel strength (N/mm) | Rubber hardness (Shore A) | Expansion rate (%) |
|---|---|---|---|
| 140 | 8-10 | 55-60 | 0.5 |
| 150 | 12-14 | 62-68 | 0.8 |
| 160 | 14-16 | 68-72 | 1.0 |
| 170 | 12-14 | 70-75 | 1.2 |
A 10°C variance in vulcanizing temperature shifts bond strength. Strict tolerance monitoring during curing prevents uneven bonding, preventing tile loss.
Compliance with CEMA certification and hazard classification
Passing CEMA certification involves rigorous steps:
- Bond testing – Peel strength validation under maximum rated load.
- Tile retention validation – Destructive testing to verify safety margins.
- Hazard classification review – Evaluated against MSHA/OSHA guarding codes.
- Documentation – Archiving traceability logs per CEMA standards.
Haihui commits to these stringent compliance metrics, guaranteeing safe quarry operations.
Troubleshooting Poor Belt Tracking
Weak belt tracking stems from precise mechanical or bond failures.
Ceramic tile loss requiring bond testing
Tile loss ruins belt grip.
- Bond Inspection – Check for missing or loose tiles. Confirm the vulcanization bond is intact.
- Grip & Tracking – Observe belt centering; track pull-off force.
Haihui designs strict bond tolerances to mitigate tile loss. Unresolved bond failure demands re-lagging.
Inadequate ceramic coverage or wrong groove pattern
| Parameter | Standard Range | Effect on Grip |
|---|---|---|
| Tile coverage (%) | 60-80 | Low coverage reduces grip |
| Groove depth (mm) | 6-12 | Shallow grooves don’t shed water |
| Bond peel (N/mm) | ≥12 | Low bond causes tile loss |
| Durometer (Shore A) | 60-75 | Too hard reduces grip |
Verify tile coverage and check groove pattern against site conditions. Wrong pattern ruins water shedding. Haihui lines use automated bond monitoring to guarantee calibrated coverage.
Worn rubber interlayer causing belt slip
If the belt slips, the rubber interlayer has worn down.
- Thickness Check – Measure remaining rubber below tiles.
- Tile protrusion – Tiles should stand 1-2 mm above rubber.
Even minor wear reduces tile contact, leading to belt slip. Immediate re-lagging restores traction.

Mining & Quarry Applications: Regulatory Considerations
CEMA certification and transportation codes for aggregate conveyors
Heavy-duty pulleys fall under CEMA classification codes for bulk material handling.
Framework – International standards dictate bond strength; local MSHA requirements command guarding and labeling.
Testing – Peel strength, tile retention, bond integrity.
Manufacturers like Haihui build these compliance checks directly into the production line to prevent site rejections.
Bond materials meeting MSHA food-contact standards (for grain)
For grain elevators or food-grade aggregate (salt, sugar), bond materials must meet MSHA or FDA food-contact standards.
Materials – BPA-NI rubber compounds ensure chemical inertness.
Validation – Thermal migration testing, accelerated aging.
Hazard classification and MSHA regulations for aggregate
Bulk material is still a heavy load. Under hazard classification and MSHA regulations, strict protocols apply:
- Documentation – Detailed safety data sheets and traceability logs.
- Transport – Secured lagging and verified bond integrity.
- Identifiers – Non-sparking materials for grain elevators.
Assembly automation checks for consistent tile coverage
Manufacturing Flow – Shell preparation, tile placement, vulcanizing press, and inline bond testing.
Inspection – Laser scanning for groove depth and vision systems for tile symmetry.
Assembly automation with statistical quality control ensures every Haihui ceramic lagging pulley leaves the line structurally perfect.
FAQs about Ceramic Lagging Conveyor Pulley
What materials are used to manufacture a ceramic lagging conveyor pulley body?
- Fabricated steel (S355) – High strength, weldable, cost-effective for large diameters.
- Stainless steel (304/316) – Corrosion-resistant for chemical or washdown environments.
- Shell thickness, alloy grade, and weld integrity determine structural strength under load.
How does moisture affect traction on a ceramic lagging pulley?
Wet conditions reduce rubber friction but ceramic tiles maintain contact. Herringbone grooves channel water away, preserving grip. For extreme wet or muddy conditions, ceramic lagging is mandatory to prevent belt slip.
Why is bond strength critical in ceramic lagging conveyor pulleys?
Bond failure causes tile loss. Once tiles detach, the rubber wears rapidly, grip disappears, and belt slip begins. ≥12 N/mm peel strength ensures safe, long-term reliability.
How is quality maintained in large-scale ceramic lagging pulley production?
Through rigorous, automated step-by-step validation:
- Shell fabrication and NDT weld inspection.
- Surface preparation (abrasive blasting to SSPC-SP10).
- Automated tile placement and vulcanization.
- Peel testing and dynamic balancing.
- Final dimensional inspection and bond validation.
Partner with Haihui for Your Conveyor Pulley Needs
A failing ceramic lagging pulley risks your plant’s production and your bottom line. Partner with an expert. As a leading heavy industrial manufacturer exporting worldwide, Haihui guarantees quality with 100% bond testing and ISO 9001 certification.
- Low MOQ – Flexible quantities for both pilot and production runs.
- Fast Turnaround – Solution proposals in 1 day and custom pulleys in ~6-8 weeks.
- Global Compliance – ISO 9001, CEMA, and MSHA standard readiness.
👉 Contact Haihui for a Custom Quote Today
References
- CEMA – Conveyor Equipment Manufacturers Association standards
- MSHA – Mine Safety and Health Administration
- ISO 9001 – iso.org
- ASTM E18 – Rockwell hardness testing
- SSPC-SP10 – Surface preparation standards
- DIN 53516 – Rubber abrasion testing
- Haihui – Technical specifications for ceramic lagging conveyor pulleys