Ultimate Guide to Motorized Pulleys for Belt Conveyor Drives
- Quick Insights for Motorized Pulley Mastery
- Why Motorized Pulleys Matter for Belt Conveyors
- How Motorized Pulleys Work
- Key Components and Their Roles
- Benefits of Motorized Pulleys
- Critical Design Parameters
- 4 Key Motorized Pulley Configurations
- Application Selection Guide
- Installation and Commissioning
- Maintenance and Service Life
- Common Problems and Solutions
- Quality and Testing
- What Makes a Motorized Pulley Suitable for Conveyors?
- Why Choose Haihui Motorized Pulleys?
- 🚀 Upgrade Your Conveyor Drive with Haihui
- FAQs about Motorized Pulleys
- References
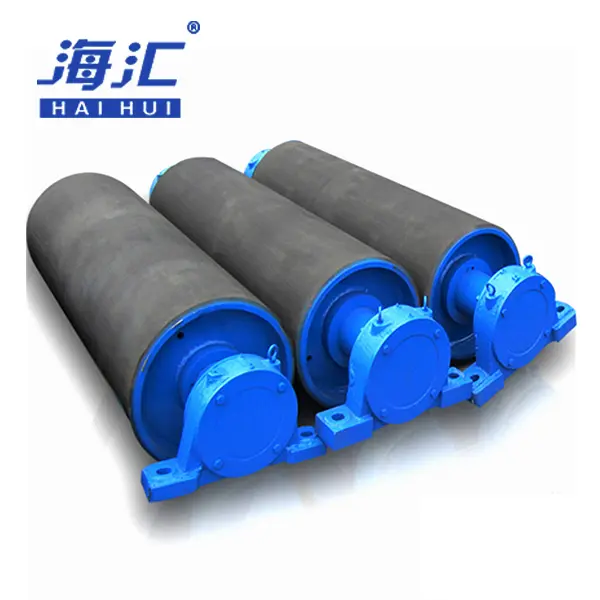
Motorized Pulleys: The Compact Drive Solution for Belt Conveyors
A motorized pulley looks simple—just a drum with a motor inside. But internal engineering dictates reliability. One seized bearing or overheated winding stops your conveyor, costing hours of lost production. Haihui engineers in 2025 emphasize precision gearing, sealed housing, and thermal management as the backbone of consistent conveyor performance.
Quick Insights for Motorized Pulley Mastery
➔ How motorized pulleys simplify conveyor design: all drive components are enclosed inside the drum, eliminating external motors, gearboxes, and drive belts.
➔ Sealing system integrity: dual labyrinth seals and oil seals keep dust and moisture out of the gearbox and motor chamber.
➔ Cooling efficiency: oil circulation dissipates heat from windings and gears, extending service life.
➔ Torque transmission: helical or planetary gears deliver smooth power with high efficiency.
➔ Maintenance essentials: regular oil changes, seal inspection, and thermal monitoring prevent unexpected failures.
Why Motorized Pulleys Matter for Belt Conveyors
Motorized pulleys integrate the motor, gearbox, and drive shaft into a single sealed drum. This compact design eliminates external drive components, saving space and reducing maintenance. From mining to warehouses, motorized pulleys are the go-to drive solution for conveyors up to several hundred kilowatts.

How Motorized Pulleys Work
The motor is housed inside the pulley drum. Power is transmitted through a gear train to the drum shell, which drives the conveyor belt. The entire assembly is oil-filled for lubrication and cooling. This sealed design keeps out contaminants and reduces the risk of mechanical failure.
Key Components and Their Roles
Motor: The motor is typically an induction motor designed for continuous operation. Haihui uses high-efficiency motors with Class F or H insulation to handle heavy starts and high ambient temperatures.
Gear train: Helical or planetary gears reduce motor speed to the required belt speed. Gear ratios are selected based on belt speed and torque requirements.
Sealing system: Dual labyrinth seals and oil seals protect the internal components. The sealing system must withstand dust, moisture, and pressure changes.
Cooling system: Oil circulation removes heat from the motor and gears. The oil also lubricates bearings and gears, reducing wear.
Shaft and bearings: The shaft supports the pulley and transmits torque. Heavy-duty bearings handle radial and axial loads.
Benefits of Motorized Pulleys
- Space saving: Compact design reduces conveyor footprint.
- Maintenance reduction: No external motor, gearbox, or drive belts to service.
- Safety: Enclosed components eliminate exposed moving parts.
- Efficiency: Direct drive reduces power losses compared to external drive systems.
- Reliability: Sealed design protects against dust, moisture, and contamination.
Critical Design Parameters
| Parameter | Typical Range | Impact |
|---|---|---|
| Motor power | 0.5 kW to 300 kW | Determines conveyor capacity |
| Drum diameter | 200 mm to 1200 mm | Matches belt width and tension |
| Belt speed | 0.5 m/s to 5.0 m/s | Affects throughput and material handling |
| Gear ratio | 5:1 to 100:1 | Matches motor speed to belt speed |
| Oil fill capacity | 5 L to 100 L | Lubrication and cooling capacity |
| IP rating | IP55 to IP66 | Dust and water protection |
4 Key Motorized Pulley Configurations
Standard Motorized Pulley
The standard motorized pulley is the most common configuration. It features a single motor and gear train inside the drum. The motor is typically mounted on a hollow shaft, and the gear train is located at one end. This configuration suits most conveyor applications.
Double-Shaft Motorized Pulley
Double-shaft motorized pulleys have shafts extending from both ends. This allows for mounting external brakes, encoders, or backstops. The design is commonly used for inclined conveyors that require holding brakes.

Variable Speed Motorized Pulley
Variable speed motorized pulleys incorporate an inverter or variable frequency drive inside the motor. This allows the belt speed to be adjusted continuously, optimizing throughput for different materials.
Submersible Motorized Pulley
Submersible motorized pulleys are designed for wet or washdown environments. The sealing system is upgraded to IP66 or higher, and all materials are corrosion-resistant.
Application Selection Guide
| Industry | Typical Application | Recommended Pulley Type |
|---|---|---|
| Mining | Heavy-duty ore conveyors | Standard or double-shaft with backstop |
| Cement | Raw material and clinker conveyors | Standard with heavy-duty bearings |
| Ports | Ship loading and unloading | Standard with high torque gear train |
| Warehouses | Parcel sorting and distribution | Variable speed for flexibility |
| Food processing | Washdown conveyors | Submersible with stainless steel |
| Aggregate | Gravel and sand conveyors | Standard with abrasion-resistant shell |
Installation and Commissioning
Motorized pulleys require careful alignment during installation. The drum must be perpendicular to the belt direction, and the shaft must be level. Common mistakes include misalignment, over-tightening mounting bolts, and using incorrect oil grade.
Maintenance and Service Life
Motorized pulleys are designed for long service life, but regular maintenance is essential.
| Maintenance Item | Frequency | Action |
|---|---|---|
| Oil level check | Monthly | Top up if low |
| Oil change | 10,000 hours or 2 years | Replace with recommended grade |
| Seal inspection | Annual | Replace if worn or damaged |
| Bearing temperature | Quarterly | Monitor with thermal imaging |
| Bolt torque check | Semi-annual | Tighten to spec |
Common Problems and Solutions
Overheating:
- Causes: Low oil level, blocked cooling fins, excessive loading.
- Solutions: Check oil, clean fins, reduce load or upgrade power.
Oil leakage:
- Causes: Worn seals, overfilled oil, loose bolts.
- Solutions: Replace seals, adjust oil level, retighten bolts.
Noise:
- Causes: Worn bearings, damaged gears, low oil level.
- Solutions: Replace bearings, inspect gears, add oil.
Belt slipping:
- Causes: Improper tension, worn drum surface, oil contamination.
- Solutions: Adjust tension, re-lag drum, clean belt.
Quality and Testing
Haihui motorized pulleys undergo rigorous testing before shipment. Each unit is tested for:
- No-load and full-load running
- Temperature rise under load
- Oil leakage under pressure
- Noise and vibration levels
- Insulation resistance and high voltage withstand
- Seal integrity under pressure
What Makes a Motorized Pulley Suitable for Conveyors?
- Enclosed design with dust-tight and water-tight seals
- Heavy-duty bearings with long L10 life
- High-efficiency motor with adequate thermal reserve
- Reliable gear train with high torque capacity
- Easy installation with standard mounting dimensions
Why Choose Haihui Motorized Pulleys?
- Experience: Haihui has been manufacturing motorized pulleys for over 20 years.
- Quality: All pulleys are designed and manufactured to ISO standards.
- Customization: Haihui offers custom power ratings, drum diameters, and mounting options.
- Service: Haihui provides technical support, on-site commissioning, and after-sales service.
🚀 Upgrade Your Conveyor Drive with Haihui
Stop wasting space on external motor and gearbox setups. Haihui motorized pulleys offer a compact, sealed, and reliable drive solution for your belt conveyors. Contact us today for a customized quotation and fast delivery.
FAQs about Motorized Pulleys
1. What is a motorized pulley?
A motorized pulley is a self-contained drive unit where the motor, gearbox, and drive shaft are housed inside a single drum. It drives a belt conveyor without the need for external drive components.
2. How is the motor cooled inside the pulley?
The motor is cooled by oil circulation. The oil absorbs heat from the motor windings and transfers it to the drum shell, which dissipates heat to the surrounding air.
3. What is the typical service life of a motorized pulley?
With regular maintenance, a motorized pulley can operate for 50,000 to 80,000 hours (about 5 to 8 years of continuous operation). Bearing life is typically the limiting factor.
4. Can a motorized pulley be repaired on site?
Basic repairs like oil changes and seal replacement can be done on site. Major repairs like motor rewinding or gear replacement require factory service.
5. How do I select the right motorized pulley?
Consider these factors:
- Belt speed and torque requirements
- Conveyor width and belt tension
- Operating environment (dust, moisture, temperature)
- Mounting orientation (horizontal or vertical)
- Starting torque requirements
References
- ISO 9001:2015 – Quality management systems
- IEC 60034 – Rotating electrical machines
- AGMA 2001 – Gear rating standards
- CEMA – Belt conveyor design standards
- DIN 22112 – Belt conveyor idlers
- Haihui internal test reports and field data (2020-2025)