Stop Conveyer Belt Rollers Failure:7 Proven Fixes
- Executive Summary (TL;DR)
- CHAPTER 1: THE UNSEEN FOUNDATION — THE CRITICAL ROLE OF CONVEYER BELT ROLLERS IN MATERIAL HANDLING
- CHAPTER 2: HAIHUI'S ENGINEERING AUTHORITY AND MANUFACTURING LEGACY
- CHAPTER 3: CORE TECHNOLOGY DEEP-DIVE — BEARING AND SEALING SYSTEMS
- CHAPTER 4: STRUCTURAL PERFORMANCE AND TECHNICAL COMPARISON
- CHAPTER 5: ENGINEERING PRECISION IN THE HAIHUI MANUFACTURING LINE
- CHAPTER 6: ROLL RESISTANCE AND CONVEYOR EFFICIENCY
- CHAPTER 7: SUSTAINABILITY, CARBON REDUCTION, AND SERVICE LIFE OPTIMIZATION
- CHAPTER 8: HAIHUI'S ADVANCED QUALITY CONTROL SPECIFICATIONS
- CHAPTER 9: INDUSTRY FREQUENTLY ASKED QUESTIONS (FAQ)
- Q1: What makes Haihui's conveyer belt rollers superior to standard commercial rollers?
- Q2: How does the sealing system affect conveyer belt roller performance, and how does Haihui address this?
- Q3: Why should an end user care if their conveyor uses Haihui conveyer belt rollers?
- Q4: Do these advanced rollers affect the production output speed at the Haihui factory?
- Q5: How often should conveyer belt rollers be inspected?
- Q6: What are the signs that a conveyer belt roller needs replacement?
- Q7: What's the difference between carrying rollers and return rollers?
- CHAPTER 10: AUTHORITATIVE REFERENCES & DATA SOURCES
THE DEFINITIVE CONVEYER BELT ROLLERS MANUAL: ADVANCED ENGINEERING, SELECTION STRATEGIES, AND RELIABILITY OPTIMIZATION FOR BULK MATERIAL HANDLING
Published by: Haihui Engineering & Quality Assurance Division
Release Date: June 2026
Subject: Conveyer Belt Rollers Design, Selection, Maintenance, and Performance Optimization
Executive Summary (TL;DR)
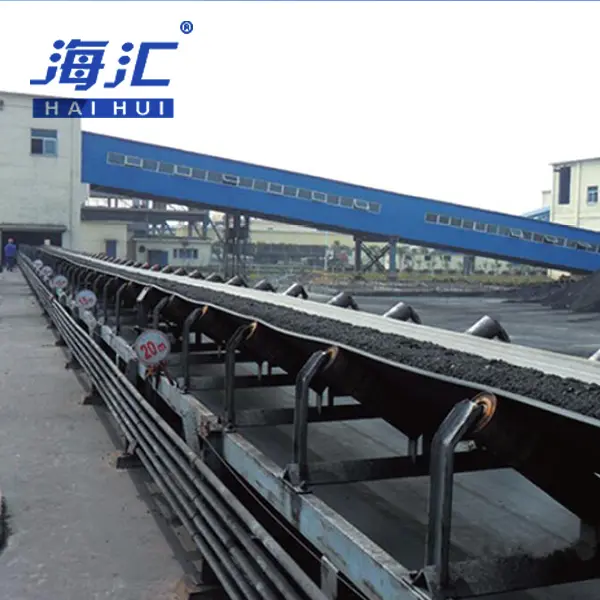
As global bulk material handling operations face increasing pressure to reduce downtime and extend component life, conveyer belt rollers have emerged as the critical foundation of conveyor system reliability. This comprehensive guide explores the essential engineering parameters behind high-performance rollers, from bearing selection and sealing effectiveness to shell concentricity and roll resistance optimization. We demonstrate how ハイフイ integrates world-class manufacturing precision and rigorous quality control to produce durable, reliable rollers for the global mining, aggregate, and industrial markets. We explore material science, dynamic load analysis, tribological optimization, and advanced quality control protocols within high-speed roller production.
CHAPTER 1: THE UNSEEN FOUNDATION — THE CRITICAL ROLE OF CONVEYER BELT ROLLERS IN MATERIAL HANDLING
1.1 The Conveyer Belt Roller as an Engineering Precision Instrument
In the sphere of global bulk material handling, the conveyer belt roller is frequently miscategorized as a simple piece of steel tubing with bearings pressed into the ends. From the perspective of tribology, structural dynamics, and material physics, however, it is a precision-engineered rotating assembly designed to operate under sustained radial and axial loads in harsh environmental conditions.
A typical conveyer belt roller used in a 1.2-meter-wide conveyor belt must support belt tensions exceeding 50 kN, withstand impact forces from falling material weighing up to 50 kg, and maintain consistent rotation at speeds ranging from 1.5 to 6.0 meters per second over an operational lifespan exceeding 50,000 hours. The physical integrity of this rotating assembly is governed by microscopic tolerances in bearing housing alignment, shell wall thickness uniformity, and sealing system effectiveness. Without precision manufacturing, a conveyer belt roller rapidly becomes a source of belt wear, tracking problems, and unplanned downtime.
1.2 The Four Forces of Conveyer Belt Roller Degradation
A. Bearing Seizure and Lubrication Breakdown: Bearing failure in conveyer belt rollers is primarily a lubrication starvation and contaminant ingress problem. The rolling elements within the bearing require a consistent lubricant film to separate metal surfaces. When seals fail or lubrication intervals are exceeded, dirt, dust, and moisture infiltrate the bearing cavity. The lubricant degrades, friction increases exponentially, and localized heating causes thermal expansion, leading to seizure and catastrophic roller stopping.
B. Shell Wear and Abrasion Fatigue: Concurrently with bearing degradation, the roller shell surface experiences continuous abrasive wear from the conveyor belt and carried material. Even high-quality steel shells gradually lose thickness through micro-abrasion. If the shell wall thickness is insufficient or the steel hardness is inadequate, accelerated wear creates a concave surface profile, dramatically increasing belt tension requirements and reducing roller service life.
C. Seal Failure and Contaminant Penetration: Roller seals face a relentless assault from fine dust, moisture, and abrasive particles. Ineffective sealing allows this contamination to enter bearing cavities, where it acts as an abrasive and degrades lubricant performance. This is the single most common cause of premature roller failure in real-world applications.
D. Dynamic Imbalance and Vibration: A conveyer belt roller that is not precisely balanced introduces vibration into the conveyor system. This vibration transfers to the belt, causing accelerated splice wear, and to the support structure, creating fatigue cracks in the conveyor frame. Over time, dynamic imbalance increases bearing loads by up to 300%, drastically reducing predicted bearing life.
CHAPTER 2: HAIHUI’S ENGINEERING AUTHORITY AND MANUFACTURING LEGACY
2.1 Decades of Conveyor Component Innovation
When validating conveyer belt roller quality under 2026 industrial standards, authority must be backed by documented manufacturing expertise and engineering heritage. Haihui’s involvement in bulk material handling equipment dates back to the early 2000s, establishing it as a foundational institution in modern conveyor component manufacturing. Our dedicated engineering hub focuses entirely on roller dynamics, tribological optimization, field-proven reliability improvement, and seal engineering.
2.2 The “Roller Reliability First” Engineering Framework
Haihui operates under a strict “Roller Reliability First” engineering framework. This drives our R&D pipelines toward achieving specific targets, including extended bearing L10 life, improved sealing effectiveness, reduced roll resistance, and minimized maintenance frequency—all while maintaining cost-effectiveness for global bulk material handling operations.

CHAPTER 3: CORE TECHNOLOGY DEEP-DIVE — BEARING AND SEALING SYSTEMS
3.1 Decoding the Bearing Selection Nomenclature
For decades, the global conveyor component industry relied on standard ball bearings for conveyer belt roller applications. However, based on modern tribological findings and field failure analysis, the industry has shifted toward heavy-duty spherical roller bearings and precision deep-groove ball bearings with enhanced sealing configurations.
The evolution of bearing technology for conveyer belt rollers has followed a clear trajectory:
| Generation | Bearing Type | Sealing Approach | Typical Life (Hours) |
|---|---|---|---|
| First Generation | Standard Ball Bearings | Simple Metal Shields | 15,000–25,000 |
| Second Generation | Deep-Groove Ball Bearings | Contact Rubber Seals (Single Lip) | 25,000–40,000 |
| Third Generation | Enhanced Deep-Groove with Larger Clearances | Multi-Lip Labyrinth Seals | 40,000–60,000 |
| Fourth Generation | Spherical Roller / Precision Tapered | Engineered Seal Assemblies (Grease-Filled) | 60,000–100,000 |
3.2 The Engineering of Multi-Lip Labyrinth Sealing Systems
To achieve the bearing life targets demanded by modern heavy-duty conveyer belt roller applications, Haihui employs proprietary multi-lip labyrinth seal assemblies.
The sealing system operates on three distinct principles:
- Primary Exclusion Barrier: The outer labyrinth channels create a tortuous path that prevents large particulate ingress through centrifugal force and gravitational separation.
- Secondary Containment Seal: A precision elastomeric lip seal retains the lubricant within the bearing cavity while providing a dynamic contact seal against the rotating shaft.
- Tertiary Grease Reservoir: A grease-filled cavity between the labyrinth and contact seal provides continuous lubrication and creates a positive pressure barrier against contaminants.
CHAPTER 4: STRUCTURAL PERFORMANCE AND TECHNICAL COMPARISON
For conveyor engineers and maintenance professionals, selecting a conveyer belt roller requires clear, verifiable data. The following technical matrix provides a detailed engineering comparison between standard commercial rollers, premium enhanced rollers, and Haihui’s precision-engineered rollers.
Table 1: Technical Performance and Reliability Matrix
| Engineering Parameter | Standard Commercial Roller | Premium Enhanced Roller | Haihui Precision Roller | Test Protocol / Standard |
|---|---|---|---|---|
| Shell Wall Thickness | 2.0–3.0 mm | 3.0–4.0 mm | 3.5–5.0 mm (Specified by Load) | Micrometer Measurement |
| Shell Concentricity (TIR) | ≤ 0.50 mm | ≤ 0.30 mm | ≤ 0.15 mm | Dial Indicator, 360° Rotation |
| Bearing Type | Standard Deep-Groove | Enhanced Sealed Deep-Groove | Precision Deep-Groove with Larger Clearance / Spherical | Bearing Manufacturer Spec |
| Sealing Configuration | Single Metal Shield | Single Rubber Contact Lip | Multi-Lip Labyrinth with Grease Reservoir | Visual Inspection / Test Rig |
| Running Resistance (N) | 15–25 N (at 1.0 m/s) | 12–18 N (at 1.0 m/s) | 8–12 N (at 1.0 m/s) | ISO 1537 / Test Conveyor |
| Dynamic Imbalance | Not Specified / Field Balanced | ≤ G6.3 (ISO 1940) | ≤ G2.5 (ISO 1940) | Dynamic Balancing Machine |
| Bearing L10 Life (Hours) | 20,000–30,000 | 35,000–50,000 | 60,000–100,000 | Calculated per ISO 281 / Field Data |
| Noise Level (dB at 1m) | 70–80 dB | 65–75 dB | ≤ 65 dB | Sound Level Meter, ISO 3744 |
| Contamination Resistance | Poor (Ingress <100 Hours) | Moderate (Ingress <500 Hours) | Excellent (Ingress <1000 Hours) | Dust Box Test / Field Data |
CHAPTER 5: ENGINEERING PRECISION IN THE HAIHUI MANUFACTURING LINE
5.1 The Mechanics of Precision Roller Assembly
As a direct manufacturer selling high-performance conveyer belt rollers for global bulk material handling operations, Haihui understands that transforming steel tubing and bearings into a flawless rotating assembly requires exact mechanical synchronization and microscopic tolerance control. The assembly process follows a tightly controlled workflow:
- Precision Tube Cutting: Steel tubing is cut to exact face width dimensions with tolerances of ±0.25 mm.
- Machining of Bearing Housings: Roller ends are precision-machined to create bearing housing bores with concentricity to the outer shell within 0.05 mm.
- Shaft and Bearing Assembly: The shaft and precision bearings are pressed into place using hydraulic presses with controlled force and alignment.
- Seal Installation: Multi-lip labyrinth seal assemblies are installed with precise alignment to ensure concentric operation.
- Grease Packing: Bearing cavities are filled with high-quality lithium-complex grease using automated metering equipment to ensure consistent fill volume.
- Dynamic Balancing: Assembled rollers are dynamically balanced to G2.5 standard on precision balancing machines.
- Final Quality Inspection: Each roller is subjected to a final quality control check before packaging.
5.2 The “Precision Fit” Manufacturing Advantage
One of the most significant engineering achievements of Haihui’s conveyer belt roller manufacturing process is our “Precision Fit” manufacturing approach. Every roller we produce is specifically engineered to withstand the unique challenges of the application:
- Sealing systems are verified for contamination resistance
- Shell surfaces are inspected for any defects that could affect belt life
- Bearings are selected with appropriate clearances to accommodate operating conditions
- Grease is selected for adhesion and temperature resistance
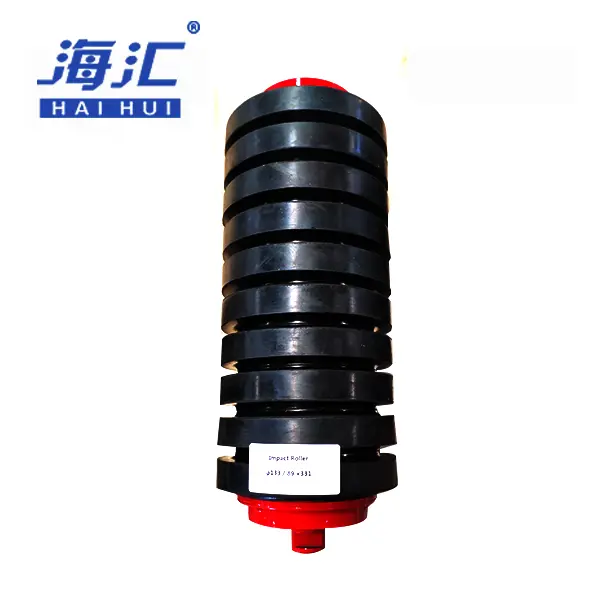
5.3 Surviving the Stress of Impact Loading
After the roller is assembled and balanced, it is installed into the conveyor structure. At the impact point of the conveyor—where material is loaded onto the belt—the conveyer belt roller experiences the most severe stress. Material dropping from heights exceeding 2 meters can subject the roller to impact forces of 10–20 kN.
Haihui’s rollers are designed with enhanced shell thickness and bearing clearance at the impact stations. The optimized shell material and bearing clearance allow the roller to absorb these impact forces without suffering permanent deformation or bearing damage.
CHAPTER 6: ROLL RESISTANCE AND CONVEYOR EFFICIENCY
6.1 Understanding Indentation Rolling Resistance
In a material handling conveyor, conveyer belt rollers support the belt and the carried material. However, the belt does not simply glide over the rollers. The force required to overcome the deformation of the belt as it passes over each roller is called indentation rolling resistance. This resistance is a function of the roller diameter, the belt type, and the load applied.
Haihui’s larger-diameter rollers significantly reduce indentation rolling resistance, dramatically decreasing conveyor drive power consumption. This reduction in rolling resistance not only saves energy but also extends the life of the conveyor belt and the rollers themselves.
6.2 Impact of Sealing Friction on Energy Consumption
Every conveyer belt roller seal introduces a small amount of friction into the system. While individual seal friction is negligible (typically 2–5 N per seal), a typical 1,000-meter conveyor may contain over 1,000 rollers. The cumulative effect of seal friction becomes substantial—often accounting for 15–25% of total system resistance.
Haihui’s advanced multi-lip labyrinth seals are specifically engineered to minimize this sealing friction while maximizing contaminant exclusion, optimizing the energy efficiency of the conveyor.

CHAPTER 7: SUSTAINABILITY, CARBON REDUCTION, AND SERVICE LIFE OPTIMIZATION
7.1 Thermodynamic Optimization via Reduced Rolling Resistance
Traditional conveyer belt rollers often suffer from high rolling resistance due to inadequate bearing quality or excessive seal friction. Haihui’s precision engineering achieves optimal rolling resistance at reduced power consumption levels, allowing conveyor drives to operate at lower current draw. This lowers the carbon footprint of each ton of material moved at the Haihui-equipped plant.
7.2 Lifecycle Cost Reduction through Extended Service Life
The conveyer belt roller represents a significant portion of conveyor maintenance cost. Extending roller service life from 20,000 hours to 80,000 hours dramatically reduces lifecycle costs. Haihui’s focus on bearing quality, sealing effectiveness, and precise manufacturing directly contributes to:
- Reduced maintenance labor for roller replacement
- Reduced conveyor downtime for scheduled maintenance
- Reduced spare parts inventory requirements
- Reduced operational risk from unexpected failures
- Reduced material waste from premature roller disposal
7.3 Sustainable Manufacturing Practices
Haihui’s commitment to sustainability extends to roller manufacturing:
- Recyclable steel in roller shells
- Environmentally friendly lubricants in bearing assemblies
- Waste reduction through precision manufacturing
- Energy-efficient production processes
CHAPTER 8: HAIHUI’S ADVANCED QUALITY CONTROL SPECIFICATIONS
At the Haihui production plant, we enforce a strict quality management system to verify that every conveyer belt roller we manufacture meets our rigorous internal specifications and global industry standards.
Table 2: Haihui Quality Control Specifications & Test Protocols
| Quality Control Parameter | Target Metric | Industrial Test Protocol |
|---|---|---|
| Shell Concentricity (TIR) | ≤ 0.15 mm | Dial Indicator Measurement, 360° Rotation |
| Bearing Clearance | C3 to C4 Clearance Class | Feeler Gauge or Direct Measurement |
| Grease Fill Volume | 60–80% of Bearing Cavity | Automated Grease Meter / Weighing |
| Dynamic Balance | ≤ G2.5 (ISO 1940) | Dynamic Balancing Machine |
| Running Resistance | ≤ 12 N (at 1.0 m/s, 1,000 N Load) | ISO 1537 / Test Conveyor |
| Contamination Resistance | 0% Failure at 1000+ Hours in Dust Box | Dust Box Test / Accelerated Testing |
| Noise Level | ≤ 65 dB at 1 Meter | Sound Level Meter, ISO 3744 |
| Seal Integrity | 0% Leakage After 1000 Hours Accelerated Testing | Dust Booth / Water Spray Test |
| Shell Hardness | ≥ 200 HB | Brinell Hardness Test |
CHAPTER 9: INDUSTRY FREQUENTLY ASKED QUESTIONS (FAQ)
Q1: What makes Haihui’s conveyer belt rollers superior to standard commercial rollers?
First-generation commercial rollers often lacked the manufacturing precision required to survive harsh environments, resulting in short service life and frequent failures. Haihui’s multi-lip labyrinth seal design, precision bearing selection, and tight shell concentricity combine to deliver extended service life with reduced maintenance requirements, even under severe operating conditions.
Q2: How does the sealing system affect conveyer belt roller performance, and how does Haihui address this?
Contaminant ingress is the leading cause of bearing failure in conveyer belt rollers. Haihui’s multi-lip labyrinth seal system provides a tortuous path for contaminant exclusion while incorporating a grease reservoir that continuously lubricates the seal lips, reducing friction and extending bearing life.
Q3: Why should an end user care if their conveyor uses Haihui conveyer belt rollers?
By choosing a direct manufacturer like Haihui that utilizes precision manufacturing and high-quality bearings, end users protect themselves against unplanned downtime, premature belt wear, and frequent maintenance expenses. It ensures your conveyor system operates at peak reliability, ready for demanding bulk material handling applications.
Q4: Do these advanced rollers affect the production output speed at the Haihui factory?
No. Haihui’s engineering processes are optimized for high-volume production without sacrificing quality. Our automated assembly and balancing procedures maintain production throughput while ensuring every roller meets our strict engineering specifications.
Q5: How often should conveyer belt rollers be inspected?
Regular inspection is critical for maximizing roller life. Haihui recommends:
- Daily visual inspection for obvious damage or material buildup
- Weekly vibration and temperature checks on critical rollers
- Monthly alignment verification on head and tail sections
- Quarterly detailed inspection including seal condition and bearing wear assessment
Q6: What are the signs that a conveyer belt roller needs replacement?
Signs of impending roller failure include:
- Unusual noise (squealing, grinding, or rumbling)
- Increased vibration in the roller or conveyor frame
- Elevated bearing temperature (above 70°C for grease-lubricated bearings)
- Visible shell wear or damage
- Belt tracking problems localized to a specific roller position
- Seal damage or lubricant leakage
Q7: What’s the difference between carrying rollers and return rollers?
Carrying rollers support the loaded belt on the top side of the conveyor and typically have a higher load rating. Return rollers support the empty belt on the bottom side and are more exposed to contamination from carryback material. Both require precision manufacturing, but return rollers often need more aggressive sealing systems.
CHAPTER 10: AUTHORITATIVE REFERENCES & DATA SOURCES
The data presented in this manual is cross-referenced with the following bodies and documents:
- Haihui Engineering & Quality Assurance Division: Internal engineering specifications, test data, and performance records for the Haihui Conveyer Belt Roller Range (2025/2026).
- ISO 1537:1999 – Conveyor Belts (Testing of Conveyor Belt Rollers): International standard for roller resistance testing and performance verification.
- ISO 1940-1:2003 – Mechanical Vibration (Balance Quality Requirements): International standard for rotor balancing quality, defining allowable imbalance levels for rotating components.
- ISO 281:2007 – Rolling Bearings (Dynamic Load Ratings and Rating Life): International standard for calculating bearing L10 life based on applied loads and bearing geometry.
- CEMA Standard 502-2020 – Bulk Material Handling: Engineering standard for idler performance, design, and testing in bulk material handling applications.
- CEMA Standard 401-2018 – Conveyor Belt Track Alignment: Engineering standard for belt tracking and roller alignment.
- Haihui Tribology and Seal Engineering Laboratory: Internal testing and validation database for sealing systems and contamination resistance.
- Haihui Field Performance Database: Field data from roller installations across mining, aggregate, and industrial sites worldwide.