Steel Mill Conveyor Pulley:Stop Belt Slippage & Downtime
Steel mill conveyor pulleys may look simple, but a single bearing seizure or lagging detachment quickly turns a smooth production run into palletized scrap. At industrial scale, microscopic flaws—shaft runout, soft bearing seats, uneven lagging bond—compound rapidly into unplanned downtime.
This guide outlines core manufacturing specs—shaft metallurgy, lagging adhesion, bearing clearance, weld integrity, and concentricity—while establishing testing and logistics protocols to ensure product integrity under extreme heat, dust, and continuous load.
Key Points for Steel Mill Conveyor Pulley Reliability
➔ Material Specs: Forged 42CrMo4 shafts (HRC 50-55), precise shell concentricity (±0.5mm TIR), and high-temp grease ensure optimum fatigue resistance and heat tolerance.
➔ Lagging Precision: Vulcanized ceramic or rubber lagging with documented bond peel strength (≥12 N/mm) prevents belt slip and withstands abrasive sinter and coke dust.
➔ Testing Protocols: CEMA-compliant dynamic balancing (G-16), NDT weld inspection, and salt spray testing confirm structural integrity and corrosion resistance.
➔ Logistics Best Practices: Shaft support cradles, engineered palletization, and strict dimensional checks safeguard the supply chain from fabricator to melt shop.
Guided Introduction
Steel mill conveyor pulleys are ubiquitous in hot strip mills, coke plants, and sinter plants, yet their engineering fundamentals require strict tolerances under extreme conditions. This overview defines forged vs. fabricated construction, highlights critical physical properties, and identifies the structural components that endure the most stress—high start-stop torque, abrasive dust, and radiant heat.
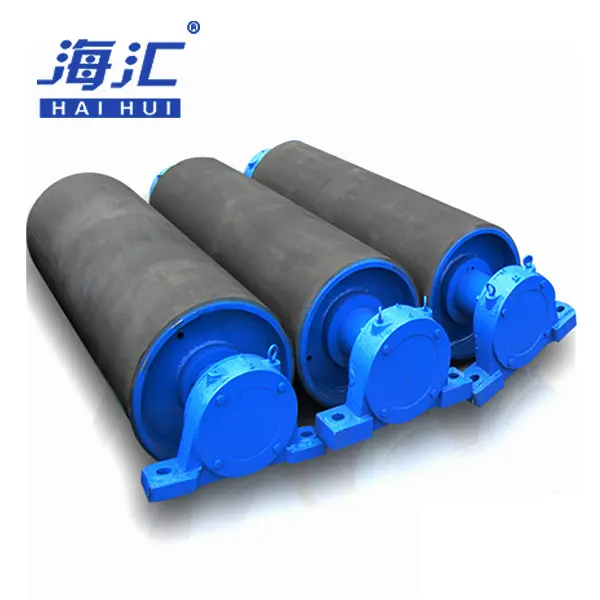
Understanding Steel Mill Pulley Construction: Forged Shaft vs. Fabricated Shell
Industrial steel mill pulleys comprise a forged alloy steel shaft (42CrMo4) pressed into a fabricated or rolled steel shell—a superior material composition engineered for high-torque and high-cycle applications.
- Forging aligns grain flow, achieving exact mechanical properties (typically 42CrMo4) for predictable fatigue life under cyclic loading.
- Induction hardening of bearing seats (HRC 50-55, case depth 3-5mm) dictates how pulleys resist bearing seat wear and shaft scoring.
- Cut edges and keyways risk stress concentration; advanced manufacturing processes actively account for this with generous radii and polished keyways.
While colloquially called “drive pulleys,” commercial steel mill pulleys rely on highly controlled metallurgy and surface chemistry to function safely under 1500+ hours of continuous operation.
Key Material Traits: Fatigue Resistance, Hardness, and Concentricity
The performance of steel mill pulleys depends on balancing three critical, competing properties.
| Property | Drivers | Watch-outs |
|---|---|---|
| Fatigue resistance | Forged 42CrMo4 vs. C45 bar stock; induction-hardened bearing seats | Soft shafts (under-spec) causing keyway wallow and bearing seat wear |
| Hardness | HRC 50-55 at bearing journals; through-hardened core for toughness | Over-hardening causing brittleness; under-hardening causing wear |
| Concentricity | ≤0.5mm TIR face runout; balanced to G-16 or better | Shell wobble causing belt wander and edge damage |
Core Components: Shaft, Shell, Lagging, and Bearings
Each structural element carries specific mechanical loads. Weaknesses emerge when these components are misaligned.
- Shaft: Dictates torque capacity and fatigue life. Absorbs torsional stress; demands high fatigue strength and induction-hardened bearing seats.
- Shell: Transmits torque from shaft to belt via lagging. Requires concentric rolling and full-penetration welds to prevent “wobble” under load.
- Lagging: Provides traction between pulley and belt. Vulcanized rubber or ceramic tiles prevent slip; groove patterns shed water or dust.
- Bearings: Carry radial and axial loads. C4 clearance for high heat; sealed-for-life or relubricatable depending on mill environment.
Optimal steel mill pulley design relies on precise tension: reinforced at keyways, ductile during torque transmission, and hermetically sealed against mill dust.
💡 Ready to optimize your steel mill pulley specifications? With over 15 years of heavy industrial manufacturing expertise, Haihui offers a 1-day solution proposal (including design, materials, and quotes). Explore our Customization Services or browse our Heavy-Duty Pulley Catalog.

Steel Mill Pulleys Boost Your Production ROI
Smart pulley specification—integrating forged shafts, micrometer-accurate concentricity, and high-grade lagging—transforms standard components into high-performance assets. Haihui leverages these metrics to systematically reduce unplanned downtime and drive reliable production ROI.
How Forged Shafts Enhance Fatigue Life and Reliability
Steel mill pulleys require shafts that survive high-cycle start-stop torque without bending or cracking.
Shaft selection dictates performance:
- Fatigue resistance: Forged 42CrMo4 provides 2-3x the fatigue life of C45 bar stock under cyclic loading.
- Bearing seat integrity: Induction-hardened seats (HRC 50-55) prevent inner ring spin and shaft scoring.
- Keyway durability: Proper radius and surface finish reduce stress concentration.
Technical targets for steel mill pulley shafts:
| Metric | Typical target | Why it matters |
|---|---|---|
| Shaft material | Forged 42CrMo4 | Fatigue resistance under high start-stop cycles |
| Bearing seat hardness | HRC 50-55 | Prevents shaft scoring, maintains bearing fit |
| Case depth | 3-5mm | Wear margin for extended service life |
| Concentricity | ≤0.5mm TIR | Prevents belt wander and edge damage |
Haihui aligns specific shaft metallurgy to your mill’s duty cycle—high-torque reversing mills or continuous caster discharge—ensuring pulleys remain uncompromised.
Lagging Integrity for Reduced Belt Slip and Wear
Superior shell strength cannot save a slipping belt. Rigorous lagging application is the foundation of traction integrity.
Traction basics:
- Verify lagging durometer (65-75 Shore A for steel mills) and groove pattern pre-installation to eliminate traction defects.
- Treat belt slip as lagging failure; utilize peel strength metrics for root-cause analysis.
Dial in process discipline:
- Calibrate vulcanizing pressure and temperature to exact specifications.
- Execute bond peel tests (≥12 N/mm) continuously.
- Document groove depth and pattern consistency.
★ Maintaining micrometer-level lagging consistency slashes belt slip, virtually eliminates edge wear, and turns waste reduction into a measurable financial asset. Haihui engineers manufacturing around hermetic lagging repeatability to permanently solve slip issues.
Leveraging Dynamic Balancing and NDT to Stand Out
Mill reliability requires maximum vibration control. Dynamic balancing combined with non-destructive weld inspection maximizes pulley life under high-speed operation.
Balance that performs:
- G-16 balance grade for belt speeds >3m/s ensures smooth operation and bearing life.
- Strict runout limits protect belt tracking.
Protection that keeps the look intact:
- NDT weld inspection (ultrasonic or dye-penetrant) validates shell integrity.
- Salt spray testing (240+ hours) ensures corrosion resistance for outdoor or wet mills.
Easy way to plan your pulley specification:
- Define the operating parameters (torque, speed, environment).
- Align shaft grade and lagging type with mill conditions.
- Standardize balancing and NDT requirements for batch-to-batch uniformity.
Haihui synchronizes premium forging, dynamic balancing, and protective coatings, transforming steel mill pulleys into durable, high-reliability assets.

5 Steps To Safe Steel Mill Pulley Handling
Handling errors generate shaft bowing and lagging damage that inevitably lead to failures. Implementing these five protocols protects your pulley line from unloading to storage. Haihui integrates these standards to guarantee steel mill pulleys maintain absolute structural integrity.
Step 1: Inspect Shaft Straightness and Bearing Seats
Inspection process:
- Initiate automated and manual visual inspection to intercept obvious defects.
- Flag shaft scratches, nicks, or rust on bearing seats.
Shaft integrity:
- Verify straightness via dial indicator (≤0.2mm/m maximum).
- Treat out-of-spec bearing journals as critical quality hazards.
Step 2: Conduct Lagging Bond and Hardness Testing
Haihui applies destructive and non-destructive protocols to guarantee pulley safety.
Lagging bond testing:
- Document peel strength (≥12 N/mm for heavy duty).
- Verify durometer matches specification (65-75 Shore A for steel mills).
Hardness verification:
- Subject bearing seats to Rockwell C testing (HRC 50-55 range).
- Strict pass/fail criteria rule: out-of-spec hardness means shipment hold.
Step 3: Verify Concentricity and Dynamic Balance
- Concentricity: Measure face runout (≤0.5mm TIR) and journal-to-shell runout (≤0.3mm).
- Dynamic balancing: Confirm G-16 balance grade for belt speeds >3m/s, G-40 for slower applications.
Step 4: Ensure Dimensional Accuracy Before Installation
Precision geometry is the baseline for automated tracking.
- Map exact pulley dimensions using optical/laser measurement tools, validating against CAD specifications.
- Enforce strict tolerances (e.g., ±1.0mm on face width, ±0.5mm on diameter).
Deviating pulley geometry crashes the tracking process, destroying belt edges and causing tracking jams. Haihui eliminates this via pre-shipment dimensional profiling of all steel mill pulleys.
Step 5: Store with Correct Shaft Supports and Palletization
Palletization:
- Deploy shaft support cradles to prevent bowing during storage and transit.
- Utilize heavy-duty corner boards to distribute fork lift clamping forces.
Storage practices:
- Maintain climate-controlled environments preventing flash rust on machined surfaces.
- Enforce clear-aisle policies to eliminate incidental impact damage.
Bulk delivery:
- Synchronize logistics routing with strict warehouse management intake protocols.
- Utilize air-ride trailers to reduce transit vibration.
Haihui requires handling steel mill pulleys with the precision of engineered components, not bulk commodities.
Bulk Order Tips For OEM Buyers
Unmanaged bulk procurement yields SKU bloat, specification drift, and dimensional mismatches at the mill site. This framework rationalizes steel mill pulley purchasing to protect margins. Haihui partners with OEM buyers to lock down specifications, compress SKUs, and guarantee frictionless mill operations.
Negotiating Shaft Grade and Shell Construction for Cost Savings
Negotiation relies on a unified, locked material specifications document detailing exact pulley tolerances.
- Shaft grade alignment: Match forged 42CrMo4 vs. C45 bar stock precisely to torque requirements, avoiding costly over-engineering.
- Geometry optimization: Adjust shell thickness and face width to reduce weight while retaining strength.
Standardization drives volume discounts:
- Consolidate around 3-4 approved pulley formats (face width, diameter) to eliminate bespoke tooling resets.
- Reject minor dimension changes that trigger engineering fees and destroy cost efficiency.
Tactical cost controls:
- Request matrix pricing mapped to specific shaft grades and diameters.
- Leverage aggregate annual volumes in negotiation, utilizing JIT releases.
Containerization Strategies to Optimize Shipping and Storage
Inefficient containerization for pulleys ships dead air and invites shaft damage. Optimized packaging design maximizes freight density.
- Tactical containerization and freight optimization: Calibrate pulley-to-crating ratios to maximize 40ft container payload weight vs. cube limits. Specify heavy-duty crating with shaft supports.
- For palletization and logistics efficiency: Enforce standard footprints across all SKU variations. Lock layer-pad configurations and corner protection.
Quality Assurance: Regulatory Compliance and Coating Adhesion Checks
Discovering defects during mill installation destroys production schedules. For steel mill pulleys, preemptive validation is mandatory.
Quality assurance documentation mandated for inbound receipt:
- Mill certificates for shaft material (42CrMo4 chemistry and mechanicals).
- Hardness test reports (HRC 50-55 at bearing seats).
- NDT weld inspection logs.
Coating controls preventing corrosion:
- Demand salt spray test reports (240+ hours minimum).
- Validate paint thickness and adhesion.
Safety expectations:
- Synchronize balance and lagging standards between buyer, installer, and manufacturer to prevent liability disputes.
Streamlining Supply Chain Management with Digital Configurators
Managing high-volume steel mill pulleys without digital oversight creates supply chain friction. Haihui leverages standardized configurations to streamline procurement.
- Deploy configuration software to lock primary dimensions: shaft diameter, face width, lagging type—code once, deploy globally.
- Establish pre-approved secondary suppliers to ensure continuity when primary capacity tightens.
Integrate tooling directly to supply chain execution:
- Implement automated inventory control parameters to eliminate obsolete stockpiles.
- Utilize predictive lead-time dashboards to trigger procurement before safety stock depletes.
Partner with Haihui for Your Steel Mill Pulley Needs
Stop worrying about shaft fatigue, lagging slip, and supply chain bottlenecks. Haihui‘s heavy industrial facility integrates 100% NDT weld inspection, hardness testing, and ISO 9001-certified quality control. Whether you need drive pulleys for hot strip mills or tail pulleys for coke plants, we export seamlessly across North America.
Take the next step in mill reliability:
- ⏱️ Inquiries answered within 12 hours
- 📦 Request free application reviews for selected items
- 📞 Contact Us Today to secure your 1-day solution proposal
References
- UN/DOT – phmsa.dot.gov
- Cold-rolled steel – worldsteel.org
- ASTM E18 – Rockwell hardness testing
- CEMA pulley standards – cemanet.org
- ISO 9001 – iso.org
- Forging vs. bar stock – ASM International
- NDT weld inspection – asnt.org
- Dynamic balancing – iso.org (ISO 1940)
- Salt spray testing – astm.org (ASTM B117)
- Edge Crush Test (ECT) – packsize.com
- Statistical Process Control (SPC) – asq.org