Impact Rollers Conveyor:How to Stop Belt Damage Fast
Impact rollers for conveyor don‘t usually steal the spotlight—but when your belt tears, your transfer point clogs, or a seized roller shreds the cover, suddenly that humble rubber‑faced roller feels like the star of the show. For plant managers and maintenance pros, the pressure is real: rising belt costs, tighter safety audits, and production targets that don’t care about your impact zone problems. Picking the wrong impact roller is like bringing a paper umbrella to a hailstorm. It won‘t end well.
Grand View Research noted in its 2025 bulk handling report that impact conveyor component demand continues climbing alongside stricter safety and belt protection regulations. As a Haihui senior engineer put it in 2026, “An impact roller isn’t just a idler—it‘s a belt protector with a tonnage rating attached.”
This guide cuts straight to what keeps you up at night: belt life, impact absorption, change‑out frequency, and where smart impact protection is headed next.
Key Notes on Impact Rollers Conveyor
➔ Durability & Impact Absorption: Choose rubber‑ring or molded‑on designs with proper durometer (60–70 Shore A) to meet belt protection and CEMA standards.
➔ Inspection Essentials: Check for ring wear, bond integrity, tube straightness, and proper bearing seal performance under load.
➔ Material Comparison: Rubber‑faced impact rollers offer superior belt protection over steel rollers, especially in high‑drop or abrasive applications.
➔ Innovation Trends: Look for high‑rebound compounds, smart impact sensors, and AI‑driven wear prediction in next‑gen impact idlers.
Types of Impact Rollers Conveyor
Impact rollers for conveyor are not all built the same. From light‑duty ring designs to heavy‑duty molded‑on rollers, each style serves a clear job in belt protection and impact absorption. If you handle impact zones daily, knowing the difference saves belts, time, and stress.
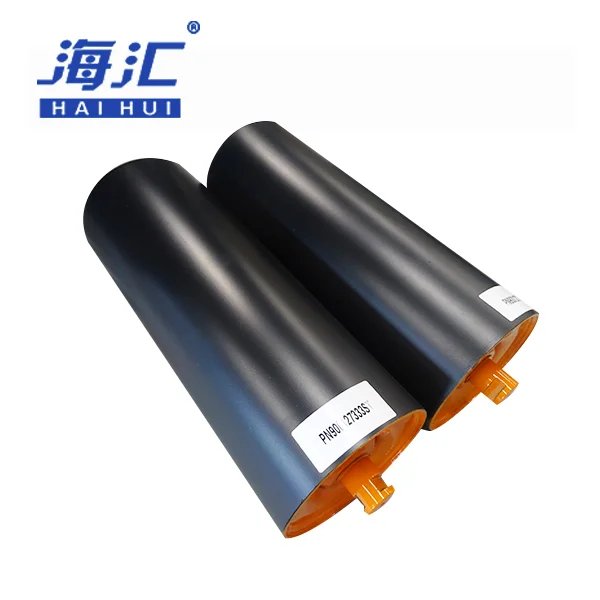
Ring‑Type Impact Rollers with Independent Rubber Rings
When impact absorption matters, this style of impact roller stands out.
Core Structure
1.1 Body Formation – steel tube with individual rubber rings slid into position
1.2 Material Options – S355 steel tube, natural or SBR rubber rings (60–70 Shore A)
Protective Performance
2.1 Impact Defense – each ring compresses independently, absorbing drop energy
2.2 Belt Protection – reduces cover penetration, extends belt life
Industrial Application
3.1 Ideal For – moderate impact zones, aggregate transfer points
3.2 Why Buyers Choose It – easy ring replacement without scrapping whole roller
As a leading impact roller manufacturer, we recommend this build for moderate impact zones where individual ring replacement saves long‑term cost.
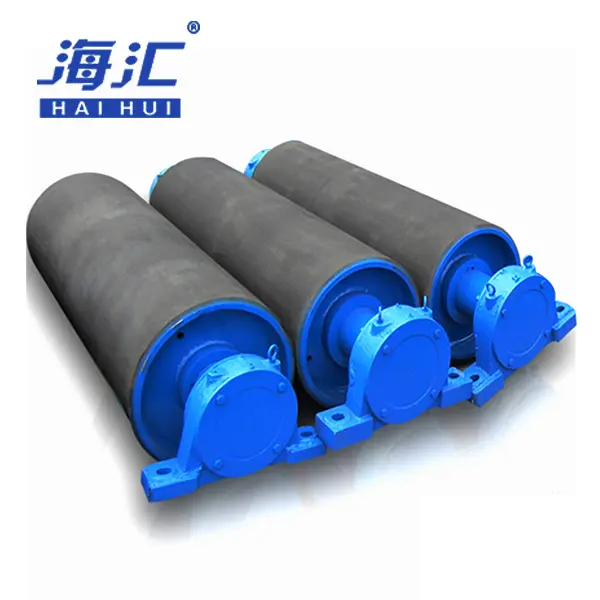
Molded‑On Rubber Impact Rollers
This design uses vulcanized rubber bonded directly to the steel tube, giving maximum bond strength and zero ring shift.
The rubber is molded onto the tube under heat and pressure, then cured for optimal adhesion. That signature continuous rubber surface improves impact distribution. A reinforced tube absorbs shock without bending. Simple idea, smart execution.
For belt protection operations handling heavy impact:
- Maximum bond strength prevents ring shift
- Continuous rubber surface distributes impact evenly
- Compatible with high belt speeds and heavy lump material
Industrial buyers like these impact rollers because they handle extreme drop heights and abrasive materials. Impact zones stay protected. No ring spin. No bond failure.
In fast‑moving crusher feed belts, this structure keeps impact rollers dependable and belt‑friendly.
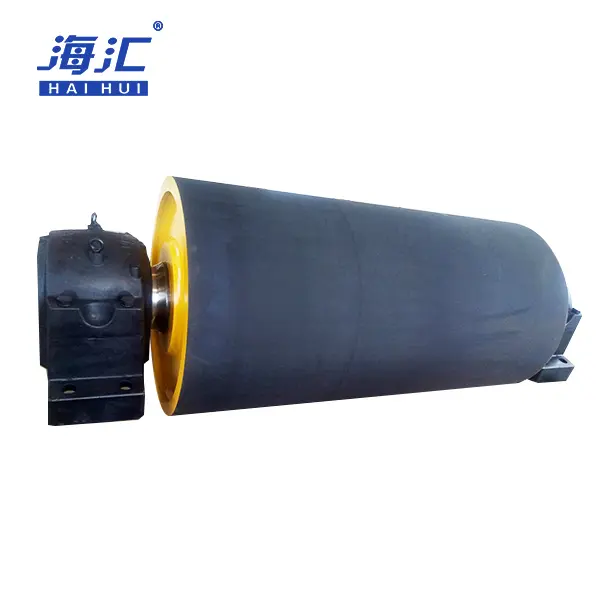
Heavy‑Duty Impact Idlers with End Discs
Extreme impact calls for reinforced design. That‘s where end‑disc impact idlers shine.
Structural features
- Steel discs welded to tube ends prevent bending
- Rubber bonded to disc face absorbs shock
- Thicker tube wall (4–6mm) for extreme duty
Performance advantages
- Survives primary crusher feed applications
- Handles lump size up to 400mm
- Resists tube deformation under heavy impact
For mines and quarries moving large tonnage, these impact idlers keep belts alive and change‑outs rare.
Impact Bars with UHMW Face
Not all impact protection comes from rollers. Impact bars replace rollers in severe chute and skirt board areas.
Construction
- Steel backing plate
- Rubber cushion layer (10–15mm)
- UHMW top face for low friction
Why operations switch to impact bars:
- No roller pinching or bearing failure
- Continuous support under belt
- Longer life in extreme impact zones
Large mines prefer impact bars for crusher feed and high‑drop chutes where rollers would fail quickly.

5 Steps: Inspecting Impact Rollers for Conveyor
Bulk orders of impact rollers can look fine at a glance, yet small defects can snowball into belt damage, failed audits, or unplanned downtime. If you‘re handling impact rollers, rubber‑faced idlers, or heavy‑duty impact beds, these checks keep quality tight and stress low.
Step 1 – Examine Rubber Rings for Wear, Cracking, or Bond Separation
When reviewing impact rollers, focus on visible rubber condition before anything else.
Key surface checkpoints:
- Rubber ring surface condition (cracks, chunks missing)
- Bond line between rubber and steel tube
- Ring spin or shift by hand
For warehouse‑scale control, organize inspection like this:
Exterior Review
- Rubber face – Check for uneven wear patterns
- Bond line – Look for gaps or separation at ring edges
- Ring alignment – Ensure rings haven‘t shifted along tube
At ハイフイ, rubber condition checks are logged per batch so faulty impact rollers never mix with approved stock.
Step 2 – Verify Bond Integrity and Ring Retention under Load
Bond performance keeps impact rollers from failing catastrophically.
Bond Testing
- Peel test – Measure force to separate rubber from steel
- Visual inspection – Look for bond line voids
- Ultrasonic scan – Detect hidden bond defects
Component Inspection
- Ring retention – Confirm rings don‘t spin on tube
- End cap welds – Check for cracks or porosity
- Bearing seal – Verify contamination protection
Short checks matter. A weak bond fails fast. A loose ring spins and wears the belt. Even high‑quality impact rollers need batch‑based bond logs to confirm real‑world durability.
Step 3 – Assess Tube Straightness and Concentricity
Inside the roller is where structural trust lives.
Tube Evaluation
- Straightness check – Roll on flat surface, measure runout (max 0.5mm)
- Concentricity – Verify ring OD concentric to bearing seats
- Wall thickness – Confirm minimum thickness (3–5mm depending on duty)
Touch the roller as it spins. It should feel smooth. No wobble. No vibration.
For impact rollers used in high‑speed conveyors, straight tube and consistent concentricity prevent belt vibration and premature bearing failure.
Step 4 – Cross-Check Bearing Seal and Grease Specification
Seals and grease are not just fill—they‘re survival in dusty impact zones.
Seal Verification
- Confirm seal type (labyrinth, contact, or flinger)
- Match IP rating to environment (IP65 minimum for impact zones)
- Check seal lip condition for damage
Grease Audit
- Verify NLGI grade (2 for standard, 2 with EP for impact)
- Confirm fill volume (30–50% of bearing cavity)
- Check for grease purge or contamination
Impact rollers missing proper seals can seize fast. ハイフイ maintains a double‑check system so impact rollers ship with clean, audit‑ready seals and grease every time.
Step 5 – Confirm Impact Rating and Belt Protection Guarantee
Certification can make or break bulk orders.
Label Verification
- Review CEMA impact class rating (B, C, D, or E)
- Match application to impact energy requirement
Compliance Audit
- Compare specs with current CEMA standards
- Confirm impact absorption test records
Documentation Control
- Test data – Validate bond strength and compression set results
- Spec sheet – Align roller specifications with tested batch
Impact rollers missing proper ratings can stall belt warranty claims fast. ハイフイ maintains a digital archive so impact rollers ship with clean, auditable test records every time.
Impact Rollers vs. Standard Steel Idlers
Choosing between impact rollers and standard steel idlers isn‘t just about cost. It‘s about belt protection, impact zone survival, and how your conveyor behaves under heavy drops. From rubber‑faced impact rollers to rigid steel idlers, each option carries its own vibe and performance edge.
Impact Rollers (Rubber‑Faced)
When people talk about impact protection, they usually mean a rubber‑faced roller built for serious shock absorption.
Material Composition and Build
1.1 Base Metals – S355 steel tube, 3–6mm wall
1.2 Impact Layer – natural or SBR rubber, 60–70 Shore A
1.3 Bond Method – molded‑on or independent rings
Performance in Impact Zones
2.1 Impact Absorption – rubber compresses, dissipates drop energy
2.2 Belt Protection – reduces cover penetration, extends belt life
2.3 Compliance – CEMA impact rated, bond test records
Durability and Reuse
3.1 Ring replacement possible (ring‑type designs)
3.2 Tube reusable after ring wear
| Property | Impact Roller (Rubber) | Standard Steel Idler |
|---|---|---|
| Impact Absorption | 50–60% | 5–10% |
| Belt Cover Life Extension | 40–60% | — |
| Change‑out Frequency | 3–5 years | 6–12 months |
| Ring / Coating | Rubber, 60–70 Shore A | None or paint |
For high‑drop transfer points and crusher feed belts, impact rollers still rule. ハイフイ refines every impact roller with bond‑verified rubber and heavy‑duty tubes, making impact zones feel solid and worry‑free. If you‘re dealing with heavy lump material, these impact rollers don‘t flinch.
Standard Steel Idlers
Standard steel idlers lean simple. A typical unit is a steel tube with bearings, built for light to medium duty.
Material and Construction
1.1 Core – S235 or S355 steel tube
1.2 Surface – painted or bare steel
1.3 Seal – labyrinth for dry environments
Performance Profile
2.1 Weight Advantage – lighter than rubber‑faced
2.2 Impact Limits – poor impact absorption, transfers shock to belt
2.3 Usage Style – general conveying, no impact zones
Operational Considerations
3.1 Cost Dynamics – lower unit price, higher change‑out frequency
3.2 Belt Impact – causes cover damage in drop zones
For dry, clean, low‑impact conveyors, standard idlers feel practical and budget‑friendly. Still, when heavy lumps enter the mix, most operations circle back to impact rollers for that added belt protection.
Manufacturers like ハイフイ understand both sides. From heavy‑duty impact roller options to standard idler designs, the goal stays simple: belt protection, smooth handling, and impact rollers that match the tonnage inside.

Trend Insight: 2026 Impact Roller Innovations
Impact protection is getting a serious upgrade in 2026. From high‑rebound rubber compounds to smart impact sensors and AI‑driven wear prediction, even everyday impact rollers are evolving into high‑performance, belt‑saving tools built for modern industry.
High‑Rebound Rubber Compounds for Better Impact Absorption
The push for better impact absorption is reshaping impact roller manufacturing, especially for high‑drop applications like crusher feed and heavy transfer points.
Material Innovation
- Natural rubber blends – 75–85% rebound resilience
- Enhanced tear strength – resists chunking and cracking
- Low compression set – maintains shape after millions of cycles
Performance Metrics
| Compound Type | Rebound Resilience (%) | Abrasion Loss (mm³) | Best Application |
|---|---|---|---|
| Standard SBR | 55–65 | 150 | General impact |
| High‑Rebound Natural | 75–85 | 120 | Heavy impact, mining |
| Low‑Set Synthetic | 65–75 | 130 | Wet or oily conditions |
For suppliers handling impact rollers at scale, this shift improves belt protection while keeping roller life tight. ハイフイ is aligning high‑rebound compounds with application‑specific durometers, so impact rollers survive heavy drops without premature wear.
Short story? Better absorption. Same durability. No compromise.
Smart Impact Sensors for Real‑Time Monitoring
Impact zones demand visibility, not guesswork. That‘s where smart impact sensors come in.
- Embedded sensor measures impact force per drop
- Wireless transmission to monitoring dashboard
- Alerts when impact exceeds design threshold
Key upgrades include:
- Early warning of chute or liner issues
- Predictive maintenance scheduling
- Impact energy data for roller specification validation
For impact rollers converted into smart monitoring tools, this tech ensures every drop is tracked. No surprise belt damage. No unplanned downtime.
Quick win list:
- Better impact visibility
- Data‑driven roller replacement
- Reduced emergency belt repairs
AI‑Driven Wear Prediction for Impact Idlers
High‑volume impact protection now depends on AI‑driven wear prediction.
Core Manufacturing Flow
- Data collection – impact frequency, force, belt speed
- Model training – predicts roller wear based on operating data
- Maintenance alert – recommends replacement before failure
“AI‑enabled wear prediction in conveyor components can reduce unplanned downtime by up to 35% while extending roller life,” noted McKinsey‘s 2025 manufacturing report.
Under the hood:
- Data feeds into condition monitoring dashboards
- Algorithms predict remaining useful life
- Maintenance efficiency rises without over‑inspecting
ハイフイ integrates smart monitoring options with its impact roller lines, keeping impact protection consistent batch after batch. The result feels simple on the outside—a rubber‑faced roller under your belt—but behind it sits smart tech working overtime.
That‘s 2026 impact innovation. Tougher rubber. Smarter sensors. Better belt protection. And yes, even impact rollers are now part of the high‑tech club.
FAQs
What distinguishes ring‑type impact rollers from molded‑on impact rollers?
Two formats, two personalities—each built for a different kind of impact.
- Ring‑type design – individual rubber rings on steel tube, easy replacement of worn rings, good for moderate impact zones.
- Molded‑on design – rubber vulcanized directly to tube, maximum bond strength, zero ring shift, ideal for extreme impact and high belt speeds.
Both styles respect CEMA impact ratings, yet the choice often reflects how much drop energy and maintenance access a plant expects down the line.
How does rubber durometer affect belt protection in impact zones?
Inside every impact roller, the rubber durometer tells a quiet performance story.
Softer rubber (55–60 Shore A) absorbs more impact but wears faster. Harder rubber (70–75 Shore A) lasts longer but transfers more shock to the belt. The sweet spot for most impact zones is 60–70 Shore A.
Behind the scenes, compound selection teams measure rebound resilience and abrasion loss to stay aligned with CEMA standards and belt manufacturer requirements.
What inspections matter before bulk shipment of impact rollers?
A final walk‑through often feels tense—and personal.
- Eyes scan for rubber cracks, bond separation, or tube dents.
- Hands test ring retention, bearing smoothness, and seal integrity.
- Supervisors confirm impact rating, bond test records, and just‑in‑time delivery timing.
Miss one step, and belt damage codes can halt your production.
What should buyers weigh when sourcing OEM impact rollers at scale?
The decision carries long‑term consequences for your belt.
Buyers often compare rubber compounds—natural rubber, SBR, or high‑rebound blends—then look deeper into bond testing, tube construction, and supplier discipline.
Strong partners handle impact zone specification, warehousing, and change‑out planning with care, easing pressure on people managing belt wear and unplanned downtime every day. For high‑volume projects, please contact us directly.
References
- Metal Packaging Market Analysis – Grand View Research
- CEMA – Conveyor Equipment Manufacturers Association standards
- DIN 22107 – Idlers for belt conveyors
- ASTM D395 – Rubber compression set test
- ASTM D2240 – Rubber durometer test
- Smithers – Bulk Handling Components Report 2025
- McKinsey – Global Manufacturing Report 2025
- Haihui – Technical data sheets for impact rollers conveyor