Conveyor Head and Tail Alignment:7 Vet Tips
- What Makes a Conveyor Head and Tail System Reliable?
- 3 Key Build Factors for a Reliable Conveyor Head and Tail System
- Head vs. Tail Pulley: Understanding the Differences
- Take-Up Systems: Why They Matter for Head and Tail Performance
- Alignment and Tracking: The Real-World Battle
- Cost vs. Quality: Conveyor Head and Tail System Comparison
- FAQs about Conveyor Head and Tail Systems
Don’t Let a Conveyor Head and Tail Mismatch Sink Your Line—Vet Builders on Drum Alignment, Pulley Lagging, Take-Up Travel, and Bearing Health Before Tracking Problems Eat Your Belt Budget
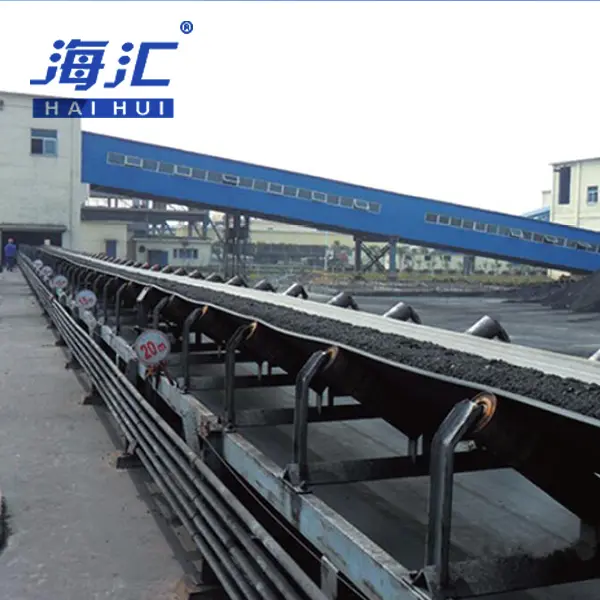
A conveyor head and tail setup looks simple on a drawing—two drums, one belt, job done. But in the real world, that head pulley and tail pulley relationship is where tracking problems are born, belts get shredded, and maintenance crews learn new swear words. One bad alignment and you’re fighting belt drift, uneven wear, and unplanned shutdowns that chew through maintenance budgets faster than you can say “training idler.”
In 2025, MSHA and OSHA continue highlighting conveyor pulley guarding, nip points, and belt tracking as persistent safety and reliability risks across mining, aggregate, and bulk handling operations.
So skip the oversimplified CAD drawings. Vet conveyor head and tail suppliers on drum concentricity, lagging selection, take-up travel range, bearing housing alignment, and commissioning tracking records—then your conveyor uptime stops being a daily gamble.
What Makes a Conveyor Head and Tail System Reliable?
A conveyor head and tail system isn’t just two pulleys with a belt stretched between them. It’s the heart of your material movement—and when the head and tail aren’t singing the same tune, your entire operation suffers. This is where ハイフイ tends to stand apart: the fundamentals are engineered in, and the “annoying details”—like shaft deflection, lagging wear patterns, and take-up stroke—are actually documented and tested.
Head Pulley and Tail Pulley Integration
When suppliers talk conveyor head and tail design, it’s not just about picking standard drums off a shelf. It’s about matching the drive head and return tail to your specific belt tension, material load, and site conditions. ハイフイ usually starts with the gritty realities—belt tension at the head, material trajectory at the tail, and how much starting torque the drive actually needs to deliver.
Integration checklist (the stuff that bites you later):
- Head pulley and drive integration
- Drum diameter matched to belt thickness and splice type
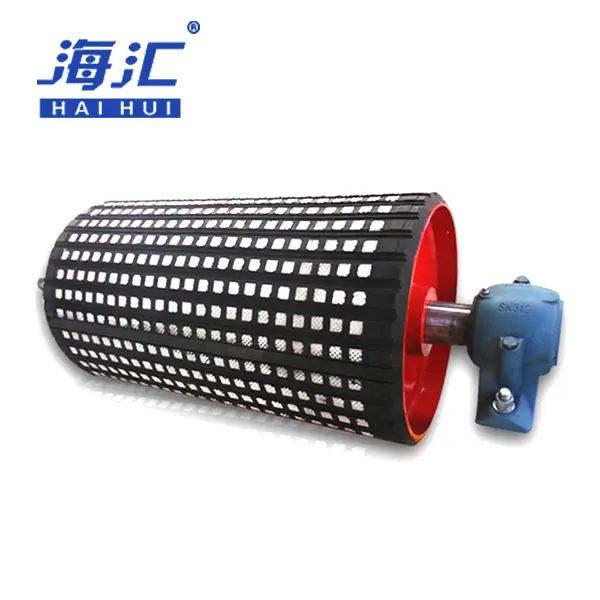
- Lagging selection—ceramic for grip, rubber for general duty, bare steel for some specialist applications
- Shaft sizing and bearing selection for actual load conditions, not catalog guesses
- Coupling alignment and backstop requirements for inclined conveyors
- Tail pulley and take-up coordination
- Tail drum diameter matched to belt tension and material impact
- Wing pulley or drum style depending on material carryback and cleaning requirements
- Take-up travel range—enough stroke for belt stretch and splice elongation over the conveyor’s life
- Take-up type: gravity (weight tower) or screw (manual or hydraulic)
- Head and tail alignment discipline
- Centerline alignment between head and tail—parallel and square within tight tolerances
- Foundation anchor points and deflection limits under full load
- Access for maintenance—can a tech actually reach the take-up screws with a wrench?
- Belt tracking fundamentals
- Crowned pulleys vs. flat pulleys with training idlers
- Snub pulleys for increased wrap angle at the head
- Bend pulleys for belt path redirection

Premium Components: Bearings, Shafts, and Lagging
Good conveyor head and tail systems don’t come from suppliers who “spec by price.” They come from shops that size bearings for L10 life, select shafts for deflection limits, and choose lagging that actually matches the application’s grip and wear requirements.
Quick sanity check (from a guy who’s changed a seized head pulley bearing at 2 a.m.):
- Bearing quality: spherical roller bearings with proper sealing for dusty environments—L10 life calculated for your actual load, not nameplate
- Shaft design: diameter and material chosen for deflection limits under full belt tension, with keyways properly radiused to avoid stress risers
- Lagging performance: ceramic lagging for high-tension and high-slip applications; rubber lagging for general duty; grooved patterns for water or mud
- Housing alignment: pillow block housings with alignment marks and shim packs for field adjustments
- Take-up components: screw threads sized for the load, guide rails that stay straight, and grease points that are actually reachable
Then the practical bits kick in. A well-aligned head and tail setup reduces belt edge wear, while proper lagging ensures the drive pulley actually transfers torque without slipping. ハイフイ tends to spec bearings a step heavier than the minimum calculation—because bearing failure at the head means a full belt de-tension and a lot of overtime.
Environmental and Safety Realities
Conveyor head and tail systems live in dusty, wet, hot, and occasionally corrosive environments. Suppliers who ignore this ship problems, not solutions. ハイフイ typically treats site conditions as design inputs, not afterthoughts.
Environmental design controls:
- Dust and spillage management
- Sealed bearings to keep grit out
- Catch pans and deflector plates at transfer points
- Washdown-friendly housings where moisture is present
- Temperature and corrosion protection
- Coatings that survive humid or chemically aggressive environments
- Stainless hardware where it actually counts
- Bearing relubrication intervals adjusted for ambient conditions
- Noise reduction
- Low-noise lagging materials and properly balanced drums
- Isolators and dampers for vibration-sensitive areas
Safety package tied to site-specific regulations:
- Guarding at all nip points—head, tail, and snub pulleys
- Pull-cords and emergency stops at accessible locations
- Lockout/tagout points that are clearly marked and reachable
- Walkways and platforms that provide safe access for inspection and maintenance
Quality Assurance Through Testing and Documentation
With any conveyor head and tail system, the real difference shows in what gets tested before handover—and what gets documented. Suppliers who rush commissioning usually leave your maintenance team holding the bag when tracking problems start.
Project planning that stays grounded:
- Interface control: drive alignment, chute integration, dust collection connection
- Change log management—”minor tweaks” that snowball into delays
- Risk management: long-lead bearings, specialty lagging, and spare drum lead times
Factory and site quality control:
- Inspection protocols: shaft runout checks, weld inspections, lagging adhesion tests, coating thickness readings
- Performance testing: head and tail alignment verification under no-load and full-load conditions, belt tracking observations, temperature monitoring on bearings
- Commissioning readiness checklist:
- Bearing temperature and vibration baselines recorded
- Lagging condition and grip verified
- Take-up stroke position documented
- Belt tracking adjustments made and locked in
| Test Item | Acceptance Limit | Typical Duration (min) | Record Type |
|---|---|---|---|
| Pulley concentricity (TIR) | ≤ 0.5 mm per meter diameter | 20 | Inspection report |
| Bearing housing alignment | ≤ 0.5 mm offset per side | 30 | Alignment sheet |
| Lagging adhesion | ≥ 5 N/mm peel strength | 15 | Adhesion test log |
| Take-up stroke remaining | ≥ 40% of total travel | 10 | Commissioning sheet |
| Bearing temperature (stabilized) | ≤ 70°C for grease, ≤ 85°C for oil | 30 | Thermal log |
| Belt tracking error (full load) | ≤ 10 mm drift over 10 m | 45 | Tracking observation log |
3 Key Build Factors for a Reliable Conveyor Head and Tail System
If you’re evaluating conveyor head and tail systems, long-term reliability comes down to build basics executed properly—not fancy monitoring screens. Here’s what to check on any head and tail setup, ハイフイ included.
1. Drum Construction and Shaft Integrity
The drums are where the belt tension lives, and if they flex, bend, or go out of round, nothing else matters.
- Drum shell thickness: thick enough to resist deflection under belt tension, but not so heavy that inertia becomes a starting problem
- End disc and shaft connection: fully welded or keyed designs that transfer torque without fatigue cracking
- Shaft material: forged steel or high-strength alloy with proper heat treatment—not generic rolled bar stock
- Shaft deflection analysis: calculated for full belt tension plus starting torque peaks, with safety margin on deflection limits
- Runout tolerance: total indicated runout (TIR) measured after assembly—tight enough that lagging wears evenly
2. Lagging Selection and Performance
Lagging is the contact surface that drives the belt, and when it’s wrong, you get slipping, edge wear, and unpredictable tracking.
- Ceramic lagging: for high-tension, high-slip applications—excellent grip, long wear life, but must be applied with care
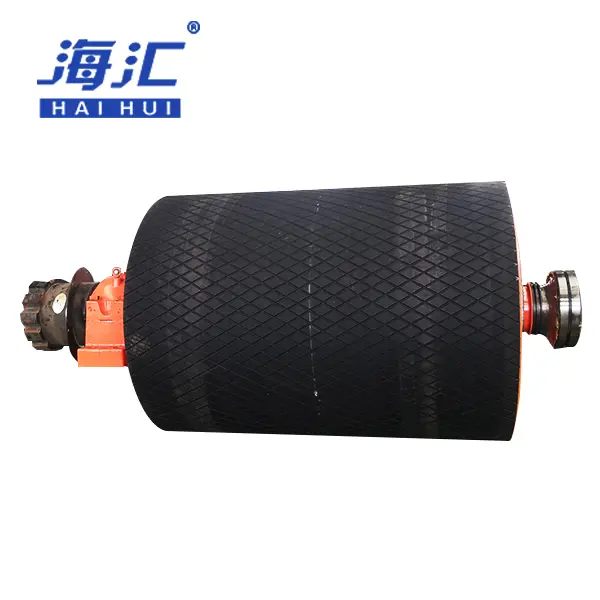
- Rubber lagging: general purpose, with grooves or chevron patterns for wet or muddy conditions
- Bare steel drums: low grip, used only where zero slip is not critical and wear is managed
- Lagging thickness: typically 10–20mm, with wear indicators so you know when to re-lag before you lose grip
- Application quality: vulcanized or cold-bonded with adhesive that meets the temperature and environment
3. Bearing Housing and Take-Up Systems
Bearings support the shafts, and the take-up system manages belt tension. If these aren’t right, everything else fails.
- Bearing housing alignment: pillow blocks that self-align or have adjustment options—shim packs and jacking screws for field alignment
- Sealing strategy: labyrinth seals or contact seals that keep grit out of the bearing cavities
- Relubrication access: grease fittings placed where a grease gun can actually reach them
- Take-up type: gravity take-up (weight tower) for constant tension or screw take-up (manual or hydraulic) for controlled adjustment
- Travel range: enough stroke for initial belt stretch plus future elongation over belt life—typically 5–10% of center distance

Head vs. Tail Pulley: Understanding the Differences
In any conveyor head and tail system, the two pulleys serve very different roles. They’re often mistaken as interchangeable, but each has specific design requirements that affect belt tracking, tension management, and component life.
Head Pulley (Drive Pulley) Role
The head pulley is typically at the discharge end of the conveyor and is where the drive system attaches. It pulls the belt through the system and must transfer torque effectively.
- Load: highest tension at the head because the drive system is here—belt tension is maximum at this point
- Lagging: almost always lagged to improve grip and reduce slip; ceramic for severe duty, rubber for moderate conditions
- Diameter: often larger than the tail to keep belt stresses acceptable and to increase wrap angle
- Accessories: snub pulleys, cleaners, scrapers, and sometimes a magnetic separator or head chute arrangement
- Safety: highest priority for guarding because it’s where the drive is located
Tail Pulley (Return Pulley) Role
The tail pulley is at the loading end of the conveyor and manages belt return and tracking.
- Load: lower tension than the head—belt is slackest here, which is why tracking problems often show up first at the tail
- Type: sometimes a wing pulley (self-cleaning) for sticky materials, or a standard smooth drum
- Diameter: can be the same as the head or slightly smaller, depending on belt construction and design
- Take-up: often the tail pulley is mounted on the take-up frame to adjust belt tension as the belt stretches
- Access: important for cleaning and inspection because this is where material can build up
Matching Head and Tail Design
- Alignment: both pulleys must be square and parallel—misalignment of more than 1–2mm per meter of pulley face causes immediate tracking issues
- Diameter consistency: if diameters differ significantly, belt speed varies, which affects tracking
- Lagging pairing: head lagged for grip, tail often smooth or wing; mismatched surfaces create uneven belt wear
Take-Up Systems: Why They Matter for Head and Tail Performance
A conveyor head and tail system is only as stable as its tension management, and the take-up system is where belt tension is set and maintained.
Gravity Take-Up (Weight Tower)
The most common approach for longer conveyors, where a weight tower maintains constant belt tension regardless of load variations.
- Pros: automatic tension adjustment, consistent belt tracking, reliable for long conveyors
- Cons: requires headroom and foundation space; weights need periodic maintenance and cleaning
- Travel requirements: calculated based on belt stretch and splice elongation; typically 5–10% of center distance
- Position: often located near the tail pulley, but can be at the head for some designs
Screw Take-Up (Manual or Hydraulic)
Common on shorter conveyors or where space doesn’t allow a weight tower.
- Pros: compact, simple, easy to maintain
- Cons: manual adjustment means tension varies as belt wears; tracking changes over time without manual correction
- Travel range: typically shorter than gravity—may require more frequent adjustment
- Access: screws need to be reachable and adjustable without excessive effort
Take-Up Design Checklist
- Travel reserve: after installation, at least 40% of total travel should remain for belt stretch over life
- Guiding system: rails that keep the take-up carriage square and parallel—twisted rails create tracking problems
- Lubrication: points on screw threads and guide rails that are accessible for regular lubrication
- Indicators: clear markings showing take-up position so you know when you’re nearing end of travel
Alignment and Tracking: The Real-World Battle
Most conveyor head and tail tracking problems come from misalignment—not from the belt itself. Here’s what goes wrong and how to fix it.
Common Misalignment Problems
- Head and tail not parallel: the most common root cause; belt runs to one side immediately
- Pulley not square to belt: belt tracks off the centerline and edge wear increases
- Uneven tension across belt: one side tighter than the other, causing drift
- Conveyor frame twist: foundation settlement or bolted connections loosening over time
Practical Tracking Fixes
- Check head and tail centerline with a theodolite or laser alignment tool—eyeballing it doesn’t work
- Verify shaft level and square at each end—shim packs are your friend here
- Install training idlers to correct minor drift before it becomes a major edge fray problem
- Track the belt under load, not just empty—empty tracking and loaded tracking are different behaviors
- Document the baseline alignment settings so when the belt drifts, you can verify against the original setup
Cost vs. Quality: Conveyor Head and Tail System Comparison
When you’re evaluating conveyor head and tail systems, the cheapest option can feel like a win—until poor alignment, cheap bearings, or unlagged drums start eating through your budget.
Cost Factors
Cost isn’t just the invoice; it’s a bundle of choices that show up later in downtime, parts replacement, and maintenance labor.
- Manufacturing precision: tight tolerances on shaft runout and drum roundness cost more upfront but reduce alignment headaches later
- Material quality: forged shafts and high-grade steel for drums cost more but handle load cycles better than generic materials
- Lagging quality: properly vulcanized ceramic lagging costs more than cold-bonded rubber but lasts 3–5 times longer
- Bearing grade: high-quality spherical roller bearings with proper seals cost more initially but last years longer than economy options
- Take-up components: robust screw threads and guide rails cost more but keep tension adjustment working when maintenance crews need it
Quality Factors
Quality is what keeps a head and tail system from becoming a maintenance nightmare. A quick, practical checklist:
- Look for consistent drum runout—wobble means uneven lagging wear and tracking issues
- Verify shaft material certifications—not just “it’s steel”
- Check lagging adhesion test records—if it’s just rubber glued on, it won’t last
- Confirm bearing housing alignment marks—you need these for future adjustment
- Request bearing life calculations—if the supplier can’t show their work, keep looking
ハイフイ tends to share test records and design calculations upfront. If your shortlisted suppliers hesitate, that hesitation is the signal.
FAQs about Conveyor Head and Tail Systems
1) What is the difference between head pulley and tail pulley?
The head pulley is at the discharge end of the conveyor, usually driven, and typically has the highest belt tension. The tail pulley is at the loading end, often on the take-up frame, and manages belt return and tension adjustment. They work together but serve very different functions in the system.
2) How often should I check head and tail alignment?
Check alignment during commissioning, after any foundation movement, and at least quarterly during normal operation. If tracking problems appear unexpectedly, alignment should be the first thing you check, not the last.
3) What lagging should I use on head and tail pulleys?
- Head pulley: ceramic lagging for high-tension, high-slip applications; rubber lagging with grooves or chevrons for general duty
- Tail pulley: bare steel (if you have effective cleaners), rubber lagging (if you need extra grip), or wing pulleys (if material carryback is a problem)
4) What take-up type is best for long conveyors?
Gravity (weight tower) take-ups are the most common and reliable for long conveyors because they maintain constant tension regardless of load fluctuations. Screw take-ups are better for shorter conveyors or where space is limited.
5) What testing should be included before commissioning a head and tail system?
Commissioning checks should include:
- Alignment measurement: head and tail square, parallel, and within alignment tolerances
- Runout check: drum concentricity within specification
- Tracking test: belt running centered under no-load and full-load conditions
- Temperature log: bearing temperatures recorded for baseline
- Vibration analysis: baseline vibration signatures for bearings and shafts
- Take-up position: remaining travel documented and logged
Brought to you with a dose of shop-floor realism and the understanding that a conveyor head and tail system isn’t a commodity—it’s the backbone of your bulk material handling. Choose the right design, align it properly, test it thoroughly, and keep your belt moving without unplanned stops.