What Is Belt Conveyor Types & Working Principles
- 70% of Operational Conveyor Issues Stem From Basic Knowledge Gaps
- Core Working Principle of Belt Conveyors
- Main Components That Define a Standard Belt Conveyor
- 4 Common Types of Belt Conveyors & Industrial Applications
- Key Advantages That Make Belt Conveyors Industrial Mainstream Equipment
- Common Selection & Operation Mistakes to Avoid
- FAQs
- Haihui Professional Belt Conveyor Solutions
- References
If you’re optimizing industrial material handling workflows, here’s the straight truth: most generic conveyor guides only cover basic definitions, ignoring real-world operational performance and safety details. A poorly understood belt conveyor system leads to inefficient material transport, frequent downtime, and unplanned maintenance costs. That operational risk is avoidable with clear, industry-aligned equipment knowledge.
Understanding what a belt conveyor is isn’t just textbook learning. It’s about grasping core mechanical principles, classification differences, operational limits, and safety configurations that keep mining, manufacturing, logistics, and bulk processing lines running steadily. Get the fundamentals right, and you eliminate most daily operational bottlenecks.
70% of Operational Conveyor Issues Stem From Basic Knowledge Gaps
Many factory operators and procurement teams treat belt conveyors as simple transport tools. But oversimplified cognition creates hidden operational risks. From improper load matching to wrong model selection and unstandardized daily operation, basic knowledge gaps are the root cause of most conveyor failures.
What Exactly Is a Belt Conveyor?
A belt conveyor is a continuous friction-driven mechanical handling system designed for automated bulk and unit material transport. It uses a flexible conveyor belt as the carrying and traction component, driven by motorized drums, to move materials along fixed horizontal or inclined routes. Unlike intermittent handling equipment, it supports uninterrupted, high-volume, long-distance material transportation.
This core definition differentiates belt conveyors from other handling equipment. Many onsite teams confuse belt conveyors with roller conveyors or scraper conveyors, leading to mismatched application scenarios and reduced operational efficiency.
Common Misunderstandings Caused by Vague Definition
- Treating all belt conveyors as universal load-free transport equipment
- Ignoring inclination angle limits and material adaptability differences
- Neglecting safety guarding configuration matching for different models
- Overlooking load capacity differences between light-duty and heavy-duty units
When enterprises purchase or deploy belt conveyors based on vague cognition, they often face unstable operation, rapid component wear, and frequent shutdown maintenance. Reliable industrial brands like Haihui always start with standardized definition and scenario matching, ensuring every belt conveyor system is deployed for long-term stable operation, not temporary use.
Core Working Principle of Belt Conveyors
To fully answer “what is a belt conveyor”, it is essential to master its complete working principle. The entire operation relies on coordinated mechanical transmission, friction traction, and structural support, forming a closed-loop continuous transport system.
Power Transmission & Traction Logic
The driving motor outputs power, which is decelerated and adjusted by the reducer to drive the head driving drum. Relying on static friction between the drum surface and the conveyor belt, the drum pulls the closed-loop belt to perform continuous cyclic operation. The tail tensioning device maintains stable belt tension, preventing slipping and ensuring consistent traction force.
Material Carrying & Transport Process
Materials fall onto the belt through the feeding port and are stably supported by intermediate roller groups. As the belt runs synchronously, materials move horizontally or at a safe inclined angle to the designated unloading point to complete automatic discharging. The whole process realizes continuous feeding, transporting, and discharging without manual intervention.
Key Operational Restriction Standards
Industrial belt conveyors have clear operational limits based on industry safety specifications. The maximum upward inclination shall not exceed 16°, and no more than 14° in low-temperature and severe cold areas; the maximum downward transportation inclination is limited to 12°, avoiding material sliding and backflow risks caused by excessive angles.
Haihui optimizes the traction matching ratio and tensioning structure according to standard specifications, ensuring stable friction transmission and zero material backflow under full-load operation.

Main Components That Define a Standard Belt Conveyor
A complete belt conveyor system is not a simple belt and drum combination. Every core component determines equipment stability, load capacity, and safety performance. Understanding component functions helps users accurately judge equipment quality and avoid low-quality configurations.
Core Component Composition & Functions
- Conveyor Belt: The core carrying and traction component, divided into rubber, PVC, and steel cord types, adapting to light, medium, and heavy-duty material transport scenarios.
- Driving & Tail Drum: Responsible for power traction and loop turning; high-precision drum surface coating increases friction and prevents belt slipping.
- Carrier Roller Groups: Uniformly arranged under the belt to support materials and reduce belt operation resistance, avoiding sagging and deformation.
- Tensioning Device: Adjusts belt tightness in real time to compensate for thermal expansion and contraction and operational wear, maintaining stable transmission efficiency.
- Driving System: Composed of motor, reducer, and coupling, providing stable power output for long-distance and high-load operation.
- Safety Guarding System: Isolates moving components to prevent mechanical injury, dust overflow, and foreign object interference, complying with international safety standards.
Many low-cost conveyor products cut corners on roller density, drum thickness, and tensioning device configuration, resulting in rapid operational failure. Haihui adheres to full standard component configuration, with every accessory strictly matching industrial load standards to ensure overall system coordination and durability.
4 Common Types of Belt Conveyors & Industrial Applications
Belt conveyors are not one-size-fits-all equipment. Different structural designs and performance configurations correspond to completely different application scenarios. Clarifying classification differences is the core premise of correct model selection.
1. Horizontal Belt Conveyors
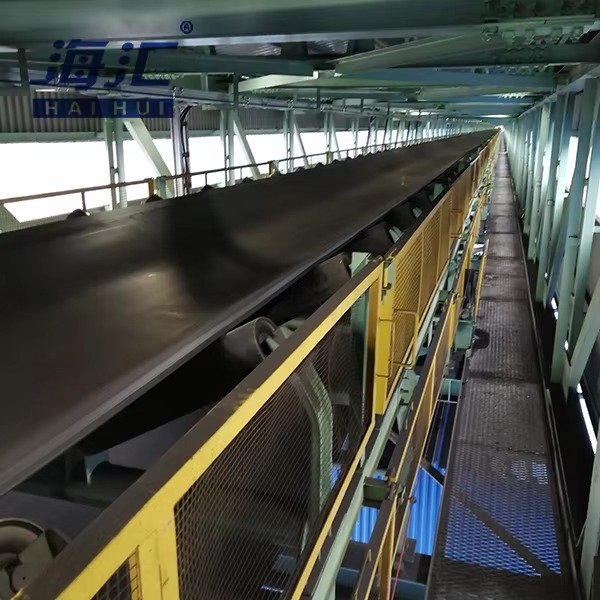
This is the most widely used basic type, suitable for horizontal long-distance material transport. It features stable operation, low noise, and large conveying capacity, mainly applied in factory assembly lines, grain storage, and logistics sorting workshops. It is the standard configuration for flat material handling scenarios.
2. Inclined Belt Conveyors
Designed for height difference transport scenarios, equipped with anti-slip patterns or baffle structures on the belt surface. Strictly following industrial inclination standards, it realizes stable upward and downward conveying of bulk materials, widely used in mine feeding, construction material transportation, and workshop height transfer links.
3. Heavy-Duty Industrial Belt Conveyors
Adopting thickened steel frames, steel cord belts, and reinforced roller structures, it supports long-term high-load operation. It is specially customized for harsh scenarios such as large mines, cement plants, and chemical enterprises, with strong impact resistance and anti-corrosion performance.
4. Modular Portable Belt Conveyors
Lightweight and movable design with flexible assembly and disassembly. It adapts to temporary material handling, frequent site switching, and small-batch transport demands, featuring low energy consumption and convenient operation, suitable for small factories and temporary construction scenarios.
Haihui provides targeted customized solutions for all types of belt conveyors. Whether it is standard fixed equipment or special scenario customized models, it can match the most reasonable configuration according to user load, distance, and environmental conditions.
Key Advantages That Make Belt Conveyors Industrial Mainstream Equipment
Belt conveyors have replaced traditional manual handling and intermittent mechanical handling to become the core equipment of modern industrial logistics, relying on four irreplaceable core advantages.
1. Continuous & Efficient Transport
Different from batch handling equipment, belt conveyors realize 24-hour uninterrupted continuous transport, with stable conveying volume and no material intermittent interruption, greatly improving overall production line efficiency.
2. Wide Material Adaptability
It can adapt to bulk materials such as coal, ore, grain, and sand, as well as regular unit goods such as boxes and bags. By replacing different belt types and structures, it meets diversified transport demands of multiple industries.
3. Low Operational & Maintenance Cost
The overall mechanical structure is simple and stable, with low failure rate, low energy consumption per unit of material, and convenient daily maintenance. It effectively reduces enterprise long-term operational and labor costs.
4. High Safety & Environmental Performance
Equipped with standardized safety guarding and fully enclosed dust-proof structures, it avoids mechanical injury risks and dust pollution. It complies with modern industrial safety and environmental protection standards, facilitating smooth safety audits.

Common Selection & Operation Mistakes to Avoid
Many enterprises fail to maximize conveyor value not because of equipment quality problems, but because of wrong selection and irregular operation caused by insufficient basic cognition.
Mistake 1: Using light-duty conveyors for heavy-load mine scenarios
Light-duty equipment has insufficient structural rigidity and impact resistance, which is prone to belt deformation, roller damage, and frame shaking under long-term heavy-load operation, leading to frequent shutdowns.
Mistake 2: Exceeding standard inclination angle for inclined conveying
Blindly increasing the conveying angle to improve efficiency exceeds the safe limit, easily causing material sliding, backflow, and even equipment overload damage.
Mistake 3: Ignoring safety guarding configuration
Pursuing low cost and omitting safety guarding leads to exposed moving components, leaving mechanical injury hazards and failing workplace safety audits.
Mistake 4: Uniform model selection for all working conditions
Using the same standard conveyor for corrosive, dusty, humid, and conventional scenarios leads to accelerated equipment aging and shortened service life.
FAQs
1. What is the basic definition of a belt conveyor?
A belt conveyor is a friction-driven continuous handling equipment that uses a conveyor belt as the core carrier to realize automatic, continuous, and large-volume transport of bulk and unit materials along fixed routes. It is the most widely used basic logistics equipment in modern industry.
2. What are the core components of a belt conveyor?
The core components include conveyor belt, driving and tail drums, carrier roller groups, tensioning devices, driving systems, and safety guarding systems. The coordinated operation of all components ensures stable, safe, and efficient material transport.
3. What scenarios are belt conveyors suitable for?
Belt conveyors are widely applicable to mining, port logistics, chemical industry, building materials, food processing, factory assembly lines, and grain warehousing. They can adapt to horizontal, inclined, long-distance, and high-volume material transport demands of most industrial scenarios.
4. What is the maximum safe inclination angle of a belt conveyor?
According to industrial safety specifications, the maximum upward conveying inclination of a standard belt conveyor is 16°, 14° in severe cold areas, and the maximum downward inclination is 12°. Exceeding the limit will cause material sliding and operational risks.
5. How to choose a suitable belt conveyor model?
Model selection needs to comprehensively consider transport distance, material type, load weight, conveying inclination, working environment, and safety standards. It is necessary to distinguish light-duty, medium-duty, and heavy-duty models and match corresponding anti-corrosion, dust-proof, and safety configurations.
Haihui Professional Belt Conveyor Solutions
Many users only understand the basic definition of belt conveyors but cannot complete scientific scenario matching and standardized operation. Improper selection and configuration will lead to low equipment efficiency, frequent failures, and increased operational costs.
As a professional industrial conveyor equipment manufacturer, Haihui has long focused on R&D, customization, and supporting services of belt conveyor systems. We have in-depth practical experience in mine heavy-duty conveying, port bulk logistics, chemical anti-corrosion conveying, and factory automated production line supporting scenarios.
Haihui does not provide single standardized equipment. Instead, we formulate personalized belt conveyor solutions based on users’ on-site working conditions, transport parameters, safety requirements, and long-term operational demands. From component configuration, structural optimization, safety supporting facilities to later maintenance guidance, we provide one-stop full-process services.
Whether you need basic definition consultation, model selection guidance, customized equipment production, or on-site transformation and optimization, Haihui’s professional technical team can provide accurate and reliable industrial solutions to help enterprises achieve efficient, safe, and low-cost material handling operations.
References
Industrial Belt Conveyor Safety Specification – National Industrial Safety Standards
Mechanical Handling Equipment Design Principles – International Mechanical Engineering Association
Mining Conveyor Operation Safety Rules – Chinese Government Official Standards
Global Industrial Material Handling Equipment Market Report 2026 – Grand View Research
Belt Conveyor Structural Design & Performance Testing Standards – ASTM International
Factory Automated Logistics System Construction Guidelines – Industrial Equipment Research Institute
Conveyor Equipment Daily Operation & Maintenance Manual – Global Mechanical Safety Organization