Quality Belt Conveyor for Sale & Pricing Tips
- Why Industrial Buyers Choose Qualified Belt Conveyor for Sale
- Core Classification of Belt Conveyor for Sale (By Application Scenario)
- Core Parameter Comparison of Belt Conveyor for Sale
- Key Factors Affecting Belt Conveyor for Sale Pricing
- 5-Step Standard Procurement Process for Belt Conveyor for Sale
- Common Failures & Pre-Selection Avoidance Tips
- FAQs about Belt Conveyor for Sale
- Choose Haihui for Trustworthy Belt Conveyor for Sale Solutions
- References
Sourcing a belt conveyor for sale is never just a one-time equipment purchase; it is a strategic investment that defines long-term production efficiency, operational costs, and line stability. Many buyers prioritize low upfront pricing but overlook parameter matching, structural durability, and after-sales support, leading to frequent downtime, high maintenance expenses, and wasted productivity. Smart industrial procurement focuses on scenario adaptation, standardized configuration, and full lifecycle value. Selecting a qualified belt conveyor for sale turns disorderly material handling into stable, high-efficiency automated operation.
Key Points for Purchasing Belt Conveyor for Sale
➔ Scenario Matching: Select standard or customized belt conveyors based on material type, conveying distance, inclination angle, and working environment.
➔ Core Parameter Verification: Confirm bandwidth, belt speed, load capacity, and motor power to avoid underpowered operation or energy waste.
➔ Material & Structural Durability: Match belt grades, roller materials, and frame structures for dust-proof, anti-corrosion, and heavy-load working conditions.
➔ Safety & Intelligent Configuration: Equip anti-deviation, anti-slip, and emergency stop devices to meet industrial safety operation standards.
➔ Full Lifecycle Service: Prioritize suppliers with standardized production, stable batch quality, and complete after-sales maintenance support.
💡 Ready to source reliable belt conveyor for sale solutions? With decades of industrial manufacturing experience, Haihui delivers a 1-day customized quotation and configuration scheme tailored to your on-site working conditions, covering standard models and non-standard customized equipment.
Why Industrial Buyers Choose Qualified Belt Conveyor for Sale
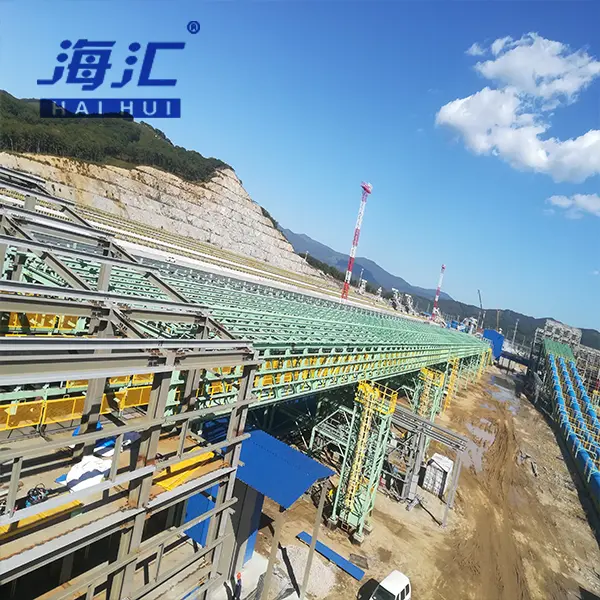
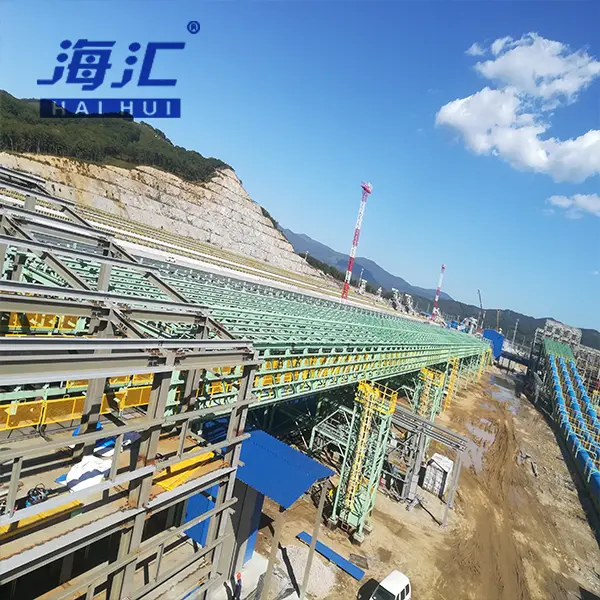
The global demand for industrial material handling equipment continues to grow steadily in 2026. Traditional manual handling and outdated conveyor equipment can no longer adapt to high-volume, continuous, and automated production needs. A high-quality belt conveyor solves core pain points such as low conveying efficiency, high labor costs, and unstable material transportation, becoming standard configuration for mining, chemical, food, logistics, and building materials industries.
Unlike ordinary civilian conveying equipment, industrial-grade belt conveyors for sale focus on structural stability, environmental adaptability, and long-term continuous operation. Qualified models strictly comply with industrial mechanical standards, with precise parameter calibration and standardized component matching, effectively reducing equipment failure rates and overall operational costs.

Core Classification of Belt Conveyor for Sale (By Application Scenario)
Belt conveyors on the market are divided into multiple types according to working conditions, load capacity, and structural design. Clear scenario classification is the premise of accurate procurement, avoiding over-configuration waste or under-configuration failure risks.
Light-Duty Belt Conveyor for Light Industrial & Logistics Scenarios
Light-duty belt conveyors are the most cost-effective models for sale, mainly applicable to low-load, clean, and continuous conveying scenarios. They feature lightweight structure, low noise, flexible operation, and convenient installation and movement.
Core Application Scenarios
E-commerce logistics sorting, food processing assembly lines, electronic parts transportation, pharmaceutical production lines, and small-batch finished product handling. These scenarios require stable low-speed operation, clean and non-polluting conveying surfaces, and flexible line layout.
Key Configuration Features
Equipped with food-grade PU/PVC belts, stainless steel or carbon steel spray-painted frames, low-power energy-saving motors, and manual speed regulation systems. The overall structure is compact, with no dust dead corners, meeting clean production standards.
Medium-Duty Belt Conveyor for General Industrial Production
Medium-duty belt conveyors balance load capacity, cost performance, and operational stability, suitable for most conventional industrial production lines. They support long-distance, continuous, and stable material conveying with moderate maintenance costs.
Core Application Scenarios
Grain storage transportation, building materials processing, chemical raw material conveying, factory finished product transfer, and medium-volume bulk material handling. It adapts to ordinary indoor and outdoor working environments with slight dust pollution.
Key Configuration Features
Adopts ordinary anti-wear rubber belts, thickened carbon steel frames, sealed dust-proof rollers, and variable-frequency speed regulation drive systems. It realizes stepless speed adjustment and effectively avoids material spillage and belt deviation.
Heavy-Duty Belt Conveyor for Mining & Heavy Industry
Heavy-duty belt conveyors are high-load industrial equipment designed for harsh working conditions, featuring super strong pressure resistance, anti-tear performance, and environmental adaptability. They are the core conveying equipment for large-scale heavy industry projects.
Core Application Scenarios
Mining ore transportation, cement plant raw material and clinker conveying, port bulk cargo loading and unloading, coal mine material transportation, and large-scale aggregate processing. It adapts to high dust, high humidity, heavy impact, and 24-hour continuous operation.
Key Configuration Features
Equipped with steel wire anti-tear rubber belts, thickened reinforced frames, impact-resistant buffer rollers, rubber-coated anti-slip drive pulleys, and explosion-proof motors. It is equipped with complete anti-deviation, anti-slip, and backstop safety devices to ensure stable operation under full heavy load.
Special Custom Belt Conveyor for Harsh Working Conditions
Special customized belt conveyors for sale target extreme working conditions that standard models cannot adapt to, including high temperature, low temperature, anti-corrosion, explosion-proof, and inclined lifting customized versions.
Main Custom Types & Advantages
High-Temperature Resistant Conveyor: Adopts high-temperature resistant special belts and heat-insulating structural design, adapting to 200°C high-temperature material conveying, suitable for chemical and high-temperature processing workshops.
Anti-Corrosion Conveyor: Uses stainless steel materials and anti-corrosion coating treatment, resisting acid and alkali corrosion, suitable for chemical, fertilizer, and salt industry scenarios.
Inclined Lifting Conveyor: Equipped with anti-slip baffles and skirt boards, solving material sliding problems during large-angle lifting, greatly improving vertical conveying efficiency.
Explosion-Proof Conveyor: Matches explosion-proof electrical components and sealed structures, compliant with mine and chemical plant explosion-proof safety standards.
Core Parameter Comparison of Belt Conveyor for Sale
Parameter matching determines equipment operational efficiency and service life. Blind purchase of high-spec or low-spec models will cause cost waste or frequent failures. The following industrial standard parameter comparison helps buyers quickly complete accurate model selection.
| Conveyor Type | Bandwidth (mm) | Belt Speed (m/s) | Max Load Capacity (t/h) | Applicable Temperature (°C) | Core Application |
|---|---|---|---|---|---|
| Light-Duty Type | 300–800 | 0.5–2.0 | 5–50 | 0 ~ 60 | Logistics, food, electronics |
| Medium-Duty Type | 800–1200 | 1.0–3.0 | 50–200 | -20 ~ 80 | Grain, building materials, general industry |
| Heavy-Duty Type | 1200–2400 | 0.8–2.5 | 200–800 | -30 ~ 100 | Mining, port, cement industry |
| Special Custom Type | Customized | 0.3–4.0 | Customized | -40 ~ 200 | High-temperature, anti-corrosion, explosion-proof scenarios |
Haihui’s engineering team recommends prioritizing material characteristics, hourly output, and on-site space for model selection to avoid parameter mismatch and ensure maximum input-output ratio.
Key Factors Affecting Belt Conveyor for Sale Pricing
The market price of belt conveyors varies greatly, ranging from thousands of dollars for small standard models to hundreds of thousands for large customized heavy-duty equipment. Price differences are mainly determined by configuration, materials, craftsmanship, and after-sales service, not simply appearance.
Material & Craft Cost Differences
Frame materials are divided into ordinary carbon steel, thickened reinforced steel, and stainless steel. Stainless steel and thickened anti-wear materials cost 30%–50% higher than ordinary materials, but they have stronger anti-rust and anti-deformation capabilities. Belt types also affect pricing significantly: ordinary rubber belts are cost-effective for conventional scenarios, while steel wire anti-tear belts and high-temperature resistant special belts have higher manufacturing costs and longer service life.
Configuration & Functional Upgrade Costs
Basic standard models only retain core conveying functions, with simple structure and low price. Upgraded configurations such as variable-frequency speed regulation, automatic deviation correction, emergency stop protection, remote monitoring, and dust cover will increase equipment costs, but they effectively reduce manual intervention and failure rates in later operation.
Customization & On-Site Adaptation Costs
Standard belt conveyors have fixed specifications and stable prices. Non-standard customization such as special length, special inclination, curved turning structure, and sealed dust-proof design requires independent structural design and production, with additional process costs. For complex working condition adaptation, customized equipment is more stable and practical than modified standard models.
Brand & After-Sales Value Differences
Low-price generic equipment usually sacrifices component quality and after-sales service, with short service life and high later maintenance costs. Formal manufacturers such as Haihui adopt standardized production processes, strict quality inspection, and complete after-sales systems. Although the unit price is slightly higher, the full-lifecycle comprehensive cost is lower, which is more suitable for long-term industrial operation.
5-Step Standard Procurement Process for Belt Conveyor for Sale
Scientific procurement steps can effectively avoid selection errors, parameter mismatches, and blind price comparisons, helping buyers quickly lock in high-cost-performance belt conveyor solutions.
Step 1: Confirm On-Site Working Condition Parameters
Clarify core basic information including material type (bulk material/boxed material), material humidity and abrasiveness, hourly conveying capacity, conveying distance, lifting inclination angle, and working environment (indoor/outdoor, high temperature/dust/corrosion). Accurate working condition data is the basis for all configuration matching.
Step 2: Select Conveyor Type & Core Configuration
Match light/medium/heavy-duty or special customized models according to working conditions. Determine belt material, frame thickness, motor power, speed regulation mode, and safety accessory configuration. Avoid over-configuration leading to cost waste or under-configuration leading to insufficient equipment performance.
Step 3: Verify Manufacturer Qualification & Production Capacity
Check the manufacturer’s production scale, quality certification, industry project cases, and batch production stability. Prioritize manufacturers with independent R&D and production capabilities, avoiding intermediate traders with no after-sales guarantee. Focus on their practical application experience in your industry scenario.
Step 4: Compare Quotations & Full Lifecycle Cost
Do not simply compare unit prices. comprehensively evaluate equipment quality, configuration standards, service life, maintenance costs, and after-sales cycle. Low-price equipment often has hidden costs such as frequent replacement parts and production shutdown losses. Calculate the overall operating cost of 3–5 years to judge real cost performance.
Step 5: Confirm Installation, Debugging & After-Sales Service
Confirm whether the supplier provides one-stop services including on-site measurement, scheme design, factory production, on-site installation, debugging, and after-sales maintenance. Complete after-sales support ensures rapid solution of later equipment failures and avoids long-term production delays.

Common Failures & Pre-Selection Avoidance Tips
Most conveyor failures in later operation are caused by improper pre-purchase selection rather than quality problems. Targeted avoidance during procurement can greatly improve equipment stability.
Belt Deviation & Material Spillage
Main causes: mismatched bandwidth, unreasonable roller layout, and insufficient tensioning configuration. Solution: Select matching bandwidth according to material volume and reserve automatic deviation correction device for long-distance equipment.
Insufficient Conveying Capacity & Low Efficiency
Main causes: insufficient motor power and unreasonable belt speed matching. Solution: Appropriately upgrade power configuration for heavy-load and high-inclination scenarios to ensure full-load stable operation.
Rapid Wear & Short Service Life
Main causes: mismatched belt material and lack of dust-proof and anti-corrosion treatment. Solution: Select special wear-resistant and anti-corrosion belts for dusty and corrosive environments, and optimize sealed structural configuration.
Startup Stall & Operational Noise
Main causes: unqualified reducer and loose structural assembly. Solution: Select high-standard drive components and require factory pre-debugging to ensure assembly precision.
FAQs about Belt Conveyor for Sale
How to choose the right belt conveyor model for my working condition?
You need to confirm four core indicators: material characteristics, hourly output, conveying distance and inclination, and working environment. Light-load clean scenarios choose PU/PVC light-duty conveyors; conventional industrial bulk materials choose medium-duty rubber belt conveyors; mining and heavy-load scenarios choose steel wire anti-tear heavy-duty models; extreme environments adopt targeted customized equipment.
What is the main difference between standard and customized belt conveyors?
Standard belt conveyors have fixed specifications, fast delivery, and high cost performance, suitable for conventional general working conditions. Customized models adjust length, width, inclination, structure, and functions according to on-site conditions, solving the adaptation problems of special spaces, special materials, and extreme working environments, with higher applicability and stability.
Is a high-priced belt conveyor necessarily better?
Not exactly. The best equipment is the one that fits your working conditions. Excessively high-priced over-configured equipment will cause cost waste, while ultra-low-priced equipment with reduced configurations will bring hidden operational risks. It is necessary to match parameters and configurations accurately based on actual demand to achieve the highest cost performance.
What after-sales services should be included in belt conveyor procurement?
Formal procurement should include on-site surveying, personalized scheme design, factory production, on-site installation and debugging, operation training, regular maintenance guidance, and rapid after-sales response. Complete after-sales service can effectively reduce later operation and maintenance costs and ensure long-term stable equipment operation.
How to extend the service life of a newly purchased belt conveyor?
On the basis of correct model selection, standardize daily operation, avoid overload startup and long-term overload operation; conduct regular inspection and maintenance of rollers, belts, motors, and tensioning parts; clean residual materials in time to reduce component wear; and adjust deviation and tension regularly to keep the equipment in optimal operating state.
Choose Haihui for Trustworthy Belt Conveyor for Sale Solutions
When sourcing belt conveyor for sale products, quality stability and service professionalism are far more important than low upfront prices. As a professional industrial conveyor equipment manufacturer, Haihui focuses on R&D, production, and customized matching of full-series belt conveyors, covering standard light/medium/heavy-duty models and various special customized equipment.
All Haihui belt conveyors adopt standardized production processes and strict multi-stage quality inspection, with stable structural performance, strong environmental adaptability, and low failure rate. We support personalized scheme design, parameter customization, and bulk order services for mining, chemical, food, logistics, building materials, and other industries.
We provide 24-hour rapid response, 1-day professional technical scheme and quotation, on-site installation and debugging guidance, and long-term after-sales maintenance support. Whether you need single equipment procurement, full production line matching, or non-standard customized solutions, Haihui can deliver high-cost-performance and high-stability belt conveyor products.
Contact Haihui’s engineering team now to get a exclusive belt conveyor solution and stable equipment supply for your production line!
References
2026 Industrial Belt Conveyor Performance Standard – iso.org
Industrial Material Handling Equipment Selection Guide – astm.org
Mining Conveyor Equipment Operational Specification – unece.org
Belt Conveyor Parameter Design & Capacity Calculation Standard – matweb.com
2026 Global Industrial Conveyor Market Report – industryanalysis.com
Mechanical Equipment Full Lifecycle Cost Evaluation – sciencedirect.com
Industrial Conveyor Safety Operation & Maintenance Standard – equipmenttest.com